всеки домашен майсторЧесто възникват ситуации, когато използването на електрическо заваряване е необходимо. Преди това в такива ситуации най-често беше необходимо да се обърнете към професионалисти в работилници, тъй като не всеки любител можеше да си позволи заваръчна машина. И въпросът изобщо не е във високата цена (въпреки че това също е важен фактор), а във факта, че традиционните трансформаторни устройства са много взискателни към електрическата мрежа. Ако го свържете към битова мрежа, най-вероятно ще получите "избити" прекъсвачи или изгорели предпазители.
Какво е инвертор
 Сега има широка гама от инверторни заваръчни машини, които са много по-малко взискателни към електрическата мрежа, са леки и компактни по размер. В допълнение, те имат доста достъпна цена. Но купуването е само половината от битката; основното е да се научите как да го готвите сами. Инверторната заваръчна машина произвежда двустепенно преобразуване на конвенционален променлив ток от електрическата мрежа.
Сега има широка гама от инверторни заваръчни машини, които са много по-малко взискателни към електрическата мрежа, са леки и компактни по размер. В допълнение, те имат доста достъпна цена. Но купуването е само половината от битката; основното е да се научите как да го готвите сами. Инверторната заваръчна машина произвежда двустепенно преобразуване на конвенционален променлив ток от електрическата мрежа.
Първо, преобразуване в ток с високочестотни характеристики, а след това в постоянен ток, докато коеф полезно действие(КПД) достига около 90%. Почти всички инверторни устройства са предназначени за домашна употребаи са предназначени за напрежение 220 V. Най-добре се използват за готвене с електроди с диаметър от 2 mm до 4 mm. Важно предимство на такова дъгово заваряване за начинаещи е относителната лекота на запалване и задържане на дъгата.
 Основата за чайника по въпросите на работата на ръчна машина за заваряване е разбирането за това как се образува шев. Електрическа дъга възниква, когато сърцевината на електрода взаимодейства с метална повърхност. Покритието се запалва и то започва да се топи, преминава в течно състояние и се отделя газ. Този газ обгражда мястото на заваряване (заваръчната вана) и предотвратява навлизането на въздух в него.
Основата за чайника по въпросите на работата на ръчна машина за заваряване е разбирането за това как се образува шев. Електрическа дъга възниква, когато сърцевината на електрода взаимодейства с метална повърхност. Покритието се запалва и то започва да се топи, преминава в течно състояние и се отделя газ. Този газ обгражда мястото на заваряване (заваръчната вана) и предотвратява навлизането на въздух в него.
Разтопеният метал от сърцевината преминава към заваръчната вана, частично се смесва с разтопения метал от нея и се втвърдява, образувайки шев. Покритието, което преди това се е превърнало в течно състояние, се втвърдява и образува шлака, след заваряване трябва да се отстрани. Можете да вземете курс по заваряване за начинаещи или да практикувате сами.
Необходима техника и оборудване
Преди да научите основите на електродъговото заваряване на практика, трябва да подготвите всичко необходимо:

Не забравяйте също да подготвите своя работно място- отстранете всички пречещи и запалими предмети. Препоръчително е да имате под ръка пожарогасител, в случай на спешност. В случай на изгаряне на ретината („уловени зайчета“), трябва да закупите специални капки за очи или да използвате традиционни методи.
Как да заварявате метал правилно
 И така, всичко е готово и можете да научите техники за електрическо заваряване за начинаещи. Най-добре е да започнете курса на обучение със заваряване на две парчета метал или тръба с дебелина около 5 мм. На първо място е необходимо да почистите зоната на заваряване от ръжда и мръсотия с помощта на обикновена метална четка. Ако това не бъде направено, ще бъде трудно да се запали електродът и връзката ще бъде дефектна.
И така, всичко е готово и можете да научите техники за електрическо заваряване за начинаещи. Най-добре е да започнете курса на обучение със заваряване на две парчета метал или тръба с дебелина около 5 мм. На първо място е необходимо да почистите зоната на заваряване от ръжда и мръсотия с помощта на обикновена метална четка. Ако това не бъде направено, ще бъде трудно да се запали електродът и връзката ще бъде дефектна.
За заваряване на части с определена дебелина трябва да използвате 3 mm електрод. За такъв електрод на инверторното устройство токът трябва да бъде настроен на около 100 A. Най-често скалата за настройка на инвертора лежи и е необходимо да се регулира „според ситуацията“; достатъчно, добавете го; ако загори, намалете го.
Заваръчната работа започва със запалване на дъгата, трябва да почукате края на електрода върху метала или да го ударите като кибрит. Сигурно от първия път няма да стане., но тук е случаят, когато трябва да опитате и да не търсите. След запалване на дъгата, електродът трябва да се изтегли по линията на шева на разстояние около 2 mm, като същевременно се „изписват“ формите, сякаш се зашиват заедно частите за заваряване. Благодарение на това шевът става по-здрав и по-широк.
Що се отнася до дължината на дъгата, 2 мм е оптималното разстояние в повечето случаи, при по-голямо разстояние дъгата не е стабилна, мястото на заваряване не се загрява достатъчно и връзката е много слаба. Ако разстоянието е твърде малко, шевът се оказва много изпъкнал, зоната на заваряване е недостатъчна и в резултат на това слаба връзка. В зависимост от условията и предпочитанията на заварчика, Има три метода за насочване на електрода по шева:

 След заваряване на частите, леко почукване с чук трябва да отдели шлаката и да провери получения шев. Не очаквайте всичко да се получи от първия път. За да започнете да заварявате повече или по-малко правилно, да постигнете желания резултат и да усетите процеса на заваряване, трябва да сварите повече от десетки килограми електроди.
След заваряване на частите, леко почукване с чук трябва да отдели шлаката и да провери получения шев. Не очаквайте всичко да се получи от първия път. За да започнете да заварявате повече или по-малко правилно, да постигнете желания резултат и да усетите процеса на заваряване, трябва да сварите повече от десетки килограми електроди.
Основното нещо е практиката, но тя трябва да бъде подкрепена от теоретични знания. Ако сте начинаещ заварчик, урокът ще бъде полезен за учене. Можете също така да гледате видео урок в интернет.
Не е тайна, че много хора се научиха да заваряват сами. Има наистина голям брой такива хора и много от тях могат да използват практическите умения, придобити у дома, с висока ефективност. Понякога обаче е по-добре първо да придобиете малко теоретични познания, преди да се заемете с работата. Нека да поговорим какво е заваряването за начинаещи, как се характеризира и защо е най-добре за начинаещите да използват инвертор.
Накратко за заваръчните инвертори
Инверторът е електронен, доста точен, икономичен и лесен за работа. Основното натоварване по време на работа пада върху заваръчната мрежа. Предимствата на инвертора, особено за начинаещи, са, че имат запаметяващи кондензатори. Те са необходими за набиране на персонал определена сумаелектрически заряд, което осигурява непрекъсната работа. Вероятно много хора са забелязали, че при работа със стари заваръчни машини напрежението в мрежата започва рязко да скача. В такива условия всяка домакински уред. Така че такъв недостиг няма. Освен това се предоставя плавен стартдъга, която е необходима, за да се гарантира качеството на шева.

Малко теория
Когато е свързан метални частитечове огромно количествопроцеси. Повечето от тях са скрити от човешките очи, а други са очевидни. По този начин самият процес на заваряване може да бъде разделен на няколко прости стъпки. При първия се образува дъга, което показва късо съединение между електрода и метала. На втория етап се създава висока температура (до 7 хиляди градуса), която ви позволява да разтопите всеки метал. В резултат на топенето на електрода и ръбовете на металните изделия възниква връзка - получаването Това завършва процеса. Електродът играе голяма роля. Състои се от сплав, върху чиято повърхност прахообразен състав. Прахът се използва за поддържане на равномерно изгаряне на дъгата, а самият електрод е необходим за образуване на заваръчна вана без кислород.
за начинаещи: инструкции стъпка по стъпка
Преди да започнете работа, ще ви трябват минимални боеприпаси. Поради това не се препоръчва да се извършва работа без специална защитна каска и груби ръкавици. Е, в допълнение към това е препоръчително да имате старо яке от груба памучна (например деним) тъкан, която няма да изгори от искра.

След това трябва да регулирате заваръчния ток и да изберете правилния електрод. За инверторно заваряване са подходящи продукти с диаметър 2-5 mm. Заваръчният ток се настройва в зависимост от дебелината на детайла и материала. За да се избегне залепване, електродът се придвижва плавно към повърхността, която ще се третира. След това можете да свържете заземяващата клема към детайла.
Процесът на заваряване започва със запалване на дъгата. Електродът се довежда до повърхността под лек ъгъл. За да го активирате, трябва да докоснете повърхността, която ще заварявате няколко пъти. По време на работа електродът трябва да се държи на разстояние от неговия диаметър от повърхността. По принцип заваряването с инвертор е доста просто за начинаещи. Сега да продължим.

Контрол на пропуските
Разстоянието между дъгата е от голямо значение по време на заваръчни работи. Тази междина е разстоянието между електрода и метала, което се образува по време на заваръчни работи. Ако разстоянието е недостатъчно, шевът ще се окаже изпъкнал, тъй като металът на ставата няма да има време да се загрее. Ако празнината е твърде голяма, това ще доведе до нестабилна дъга, което от своя страна може да доведе до лошо качество на заваръчния шев. По-специално, връзката се оказва крива.
За добро проникване и висококачествен шев е необходимо да изберете оптималната празнина. Спокойно можем да кажем, че да се научиш да поддържаш постоянна правилна дистанция е най-трудното умение. Но ако се научите как да го правите, дъговото заваряване за начинаещи скоро ще се превърне в заваряване за професионалисти. Не забравяйте, че по време на процеса електродът постепенно се топи, следователно, ако не го преместите, празнината ще се увеличи. Гледайте това по-внимателно и всичко ще бъде наред.
Оформяне на правилния шев
Бих искал да отбележа, че за начинаещи това означава не само поддържане на необходимата празнина. Има още няколко важни изисквания, които е препоръчително да спазвате:
- скорост и електрод;
- сила на тока;
- ъгъл на наклон на електрода.
Промени при работа с различни материали. Ето защо в някои случаи електродът се води бързо, в други, напротив, бавно. В този случай дебелината на свързвания метал влияе върху силата на тока. Колкото по-дебел е продуктът, толкова повече ток трябва да се подава към електрода. А дебелината на шева и заваряемостта зависят от ъгъла на наклона на електрода. Всичко това трябва да се вземе предвид при извършване на работа. По принцип ръчното заваряване за начинаещи на прости части е по силите на всеки. Опитът ще дойде само ако постоянно практикувате и тренирате, създавайки все по-сложни шевове.

За полярността при заваряване
Необходимо е да се разбере, че има директна и обратна полярност. Ако се занимаваме с първия, тогава вложената топлина в металния продукт се увеличава. В резултат на това се образува тясна, но доста дълбока зона на топене. Тази технология се използва за прецизна обработка на доста дебели листове.
Ако трябва да създадете висококачествен шев върху тънък лист, тогава се използва обратна полярност. Характеризира се с това, че има намалено влагане на топлина в продукта, следователно шевът е широк, но не много дълбок. В момента и двете технологии се използват активно. Напълно възможно е в началото на пътуването да няма смисъл за начинаещ заварчик да разбира полярността, но след като направи някои връзки, това знание ще бъде много полезно.

за начинаещи: работа с тънки листове
Както отбелязахме малко по-горе, с тънък метални изделиятрябва да се работи с обратен поляритет. Това се дължи на факта, че те са доста лесни за изгаряне, което ще развали детайла. Обратната полярност е инсталирана директно на инвертора. В същото време силата на тока също намалява до нормалното. В този случай електродите са свързани "плюс" към инвертора и съответно "минус" към металния лист. Това ще ви позволи да получите висококачествени шевове и да не изгаряте листа. Ако обаче сте начинаещ, тогава трябва да изберете работно място, така че шевът да е видим за вас. В този случай вие ще можете да контролирате процеса. С течение на времето ще извършвате работата автоматично, но това ще дойде само с повече опит.

Заключение
Така че говорихме с вас за това какво е и как се извършва заваряването с инвертор за начинаещи. "Ресанта" например е заваръчно оборудване добро качество. Освен това е идеален за начинаещи. Това се дължи на изключителната му лекота на използване. Линията включва модели, които са по-подходящи за любителско заваряване, а има и скъпи професионални инвертори. Последният вариант едва ли ще подхожда на начинаещ. Такова оборудване се използва по-често в промишлеността.
Разбира се, ако ще работите като заварчик, тогава ще ви е необходим инвертор за професионалисти. Разбира се, струва много, но ви позволява да извършвате заваръчни работи с голямо разнообразие от материали. Не забравяйте за личните предпазни средства. Не можете да гледате дъгата без специални очила или маска. Първо, това прави очите ви много уморени и второ, това се отразява негативно на зрението ви. Ето защо е задължително да използвате маска. По принцип това е всичко, което може да се каже за инверторното заваряване за начинаещи. Тук няма нищо сложно, но е необходимо стриктно да се спазва технологията и тогава шевът ще бъде издръжлив и с високо качество.
Ръчно електродъгово заваряване с помощта на инвертор е един от най-достъпните методи за заваряване на метали за обучение. Това изисква минимум оборудване, а бюджетните стомани са много евтини. Но в същото време ръчното заваряване с инвертор за начинаещи заварчици е по-сложно в сравнение със заваряването.
Редица невидими на пръв поглед нюанси играят голяма роля за крайното качество на шева. така че това, което е необходимоза начинаещ заварчик?
така че това, което е необходимоза начинаещ заварчик?
- Директно. Няма нужда да преследвате скъпи модели - цената на машината за заваряване всъщност означава много по-малко от уменията на заварчика. Но откровено евтините модели не са най-добрият избор: липсата на вериги за улесняване на запалването в тях ще усложни първите уроци, а по-малко надеждността може да доведе до бърза повреда в неопитни ръце.
Основният параметър на инвертора е диапазонът на регулиране на заваръчния ток. По принцип устройство с максимален ток до 160 A може да се използва както за заваряване, така и за рязане на метал, но в този режим ще бъде забележимо претоварено.
Продължителността на непрекъсната работа на инвертора се определя от така наречения PV (continuous on) коефициент, който определя процента на работа и времето за охлаждане на инвертора. Тъй като PV се увеличава с намаляване на тока, по-мощен заваръчен апарат може да работи по-дълго без прегряване при същия ток.
следователно най-добър изборза начинаещ ще има заваръчна машина с максимален ток от 180-200 A. Препоръчително е тя да има функция за улесняване на запалването или поне максимално напрежение на празен ход - това значително ще улесни развитието на умението на запалване и задържане на дъгата. - Маска за заваряване– основният защитен елемент на оборудването на заварчика. Той предпазва не само от метални пръски и ярка светлина, но и от незабележимия мощен поток ултравиолетово лъчение, създавано от дъгата. За начинаещ заварчик най-добрият избор е автоматична маска хамелеон с регулируемо засенчване.
- Брезентов клин и халатзащита на тялото от метални пръски. Ако халатът може до известна степен да бъде заменен с плътно памучно облекло, тогава трябва да се използват клинове.
Трябва ясно да разберете правилата за безопасност. Отстранете зоната на заваряване всички запалими или тлеещи предмети: горещи капки метал често излитат непредсказуемо и могат да доведат до пожар. Нищо чудно, че правилата за безопасност изискват спрете заваръчните работи един час преди края на работния денза да може да се установи началото на тлеене. Купете и съхранявайте пожарогасител с въглероден диоксид на достъпно място.
Започнете да запалвате дъгата едва след като сложите маската. Дори кратка светкавица може да причини сериозни изгаряния на ретината, особено при заваряване на неръждаема стомана. Коварството на изгарянето на ретината е, че симптомите му се появяват след известно време. Например, ако използвате инвертор вечер, можете да се събудите сутрин с лепкави клепачи и силно парене в лигавиците на очите, които ще станат много трудни за отваряне. В този случай ще помогне бързо народен лек– торбички със сварен чай, поставени върху очите. Дори професионален заварчик не е имунизиран от изгаряния („хващане на зайчета“), така че имайте капки за очи на склад.
Не забравяйте, че когато заварявате метал, който използвате изключително високи температури. Можете да докоснете шева само след като е напълно изстинал - можете да се изгорите дори през клина.Каним ви да гледате видео урок за заваряване за начинаещи, необходимото оборудване и всички нюанси
Crazy Stroitel.ru ви представя подробно описаниезаваряване с инвертор. Инверторът е машина за заваряване, която може да се използва за свързване на метални листове под въздействието на електрически разряд. Заваръчните инвертори се превърнаха в истински скок в областта на заваръчните машини, тъй като старите трансформатори са доста тежки и трудни за използване. Инверторът е достъпен за всеки, достатъчно е да знаете някои принципи на заваръчния процес с него. Голямото предимство е, че при заваряване с инвертор има по-малко пръски, отколкото при заваряване от трансформатор.

Отличителна черта на инвертора е, на първо място, неговото леко тегло и максимални възможности, с помощта на които той може да изпълнява такава работа, която преди това се извършваше от сложни и тежки агрегати. Електричеството, консумирано от това малко устройство, е насочено изключително към работата на дъгата, с помощта на която се извършва директният процес на заваряване.
Оборудването е нечувствително към колебанията на напрежението в електрическата мрежа, които се наблюдават в селските райони. Ако изпитвате колебания във вашия частен дом, когато купувате, обърнете внимание на препоръчителното напрежение в информационния лист на инвертора. Някои източници позволяват заваряване с електрод d =3 mm дори при 185 V мрежово напрежение.
Мнението на професионалните заварчици е ясно: с помощта на инвертор е по-лесно да държите заваръчната дъга и да получите красив, висококачествен шев.
Преди да започнете заваряване с инвертор или основите на електрическото заваряване
Инверторните заваръчни машини са много икономични и изключително удобни за използване, което е много важно особено за тези, които се интересуват от инверторно заваряване за начинаещи. Какви са основите на заваряването с инвертор, техниката на работа с него е важна за начинаещ? На първо място, заслужава да се отбележи принципът на работа на инвертора. Тъй като инверторът е електронна машина за заваряване, основната тежест при работа с него пада върху електрическата мрежа. В сравнение със старите заваръчни апарати, чието задействане води до силен и максимален удар на електричество, в резултат на което се изключва електрическата мрежа на цялото село, инверторът има акумулиращи кондензатори, които акумулират електричество и осигуряват на първо място непрекъснато работа на електрическата мрежа, и второ, внимателно запалете електрическата дъга на инвертора. В доста достъпна форма можете сами да научите уроци по заваряване с инвертор. И ако имате въпрос как да се научите да готвите инверторно заваряване, тогава можем да ви предоставим няколко полезни съвети, което е първото нещо, на което трябва да обърнете внимание преди заваряване. Много важен моменте и фактът, че колкото по-голям е диаметърът на електродите, толкова повече електроенергия консумира. Ето защо, ако решите да тествате вашия инвертор в експлоатация, струва си приблизително да изчислите максимално количествоконсумирана електроенергия от уреда, за да не изгори домакински уредипри съседите. Освен това за всеки диаметър на електрода се показва минималната сила на тока, т.е. ако се опитате да намалите силата на тока, шевът няма да работи. Ако решите да експериментирате и да увеличите тока, шевът ще работи, но електродът ще изгори твърде бързо.
Инвертор: външна проверка на оборудването
Продаваният от търговската верига инвертор прилича на кутия. Теглото му зависи от мощността на уреда: 3 - 7 кг. Носенето на оборудването се извършва с помощта на колан или дръжка. Охлаждането се осъществява през вентилационни отвори в корпуса.

Следните контролни дръжки и индикатори са разположени на повърхността на оборудването:
включването и изключването на устройството се извършва с превключвател,
стойностите на тока и напрежението се задават с помощта на копчета на предния панел,
панелът има индикатори, които информират за захранване и прегряване на оборудването,
В предната част на панела има изходи, обозначени с “+” и “-”.
Допълнително комплектът включва два кабела. Единият от тях завършва с електрододържач. Вторият има щипка във формата на щипка за закрепване на продукта, който ще заварявате. Заваръчното оборудване се свързва чрез конектора, разположен на задния панел на устройството.
Основи на електрическото заваряване
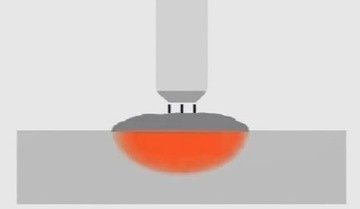
За да разберете какво се случва по време на заваряване, просто погледнете предложената снимка.

Дъгата се образува от контакта на металната част на електрода и метала, който се заварява. Под въздействието на температурата на дъгата, както завареният метал, така и електродът започват да се топят. Разтопената част от заварения метал и металният прът на електрода в мястото на дъгата образуват баня. Покритието на електрода се топи. Част от него преминава в газообразно състояние и затваря банята от кислород.
Покритието на електрода, оставащо в течно състояние, се намира върху течния метал, предпазвайки метала от атмосферния кислород по време на заваряване и по време на охлаждане.
След като заваряването приключи и металът се охлади, течната част на покритието се превръща в шлака, която покрива външната страна на шева. След пълно охлаждане шлаката може лесно да се отстрани чрез почукване с чук.
Електродът се топи по време на заваряване. За да не изгасне дъгата, е необходимо да се поддържа постоянно разстояние между електрода и метала, така наречената дължина на дъгата. Това се постига чрез подаване на електрода в заваръчната зона със същата скорост. В същото време се опитайте да насочите електрода точно по дължината на заваръчния шев.
Допълнително видео по темата:
Урок по заваряване с инвертор за начинаещи (инструкции стъпка по стъпка)
1. За да започнете да работите със заваряване, трябва да имате защитни елементи, а именно:
- ръкавици от груб плат (не гумени);
- За да защитите очите си, не забравяйте да закупите заваръчна каска с инсталиран защитен филтър, който е избран, като се вземе предвид големината на заваръчния ток. По-удобно е да използвате маска-хамелеон за заваряване. Филтърът, използван в него, разпознава дъгата и е затъмнен, за да съответства на параметрите му. Моля, отбележете кога ниски температурифилтърът няма време да работи навреме при температури под -100C, маската хамелеон не осигурява защита;
- грубо яке и панталони от естествен плътен материал, който не се запалва от искри по време на процеса на заваряване. Дрехите трябва да покриват здраво врата и да имат дълги, закопчани ръкави, които предпазват ръцете;
затворени кожени обувки с дебели подметки.

2. Но една машина не е достатъчна, за да започнете заваряването. Заваръчните работи изискват наличност индивидуални средствазащита и подготвителни дейностинасочени към създаване на безопасни условия. Подготовката на сайта е както следва:
Осигурете на масата свободно пространствоза извършване на заваряване. Отстранете всичко ненужно, където могат да попаднат пръски.
Осигурете висококачествено осветление за работната зона.
Заваръчните работи се извършват изправени дюшеме, предпазващ от токов удар.
3. Настройте заваръчния ток и изберете електрода. Ние използваме електроди за инверторно заваряване от 2 до 5 мм.Задаваме заваръчния ток в зависимост от дебелината на частите и материала, който се заварява. Обикновено върху тялото на инвертора е посочено каква трябва да бъде силата на този ток.
4. Ако току-що сте закупили електроди в търговска верига и сте уверени в тяхното качество, можете да пропуснете този раздел. Предоставената информация ще помогне да се подготвят за работа електроди, които са били съхранявани в неотопляеми условия. мокро помещение. За да се осигури висококачествена заварена връзка, те трябва да се сушат 2-3 часа при температура 2000C. За целта можете да използвате стара електрическа фурна.
Електродите се избират строго въз основа на марката на заваряваните материали. За обучение можете да използвате най-често срещаните: ANO или MR.
5. Свържете заземяващата клема към повърхността, която ще заварявате (маркирана в червено).

6. За да бъде заваръчната връзка надеждна и висококачествена, преди започване на работа трябва да се подготви металът за заваряване:
- Отстранете напълно ръждата от ръбовете с телена четка.
- Третирайте ръбовете с разтворител: бензин, бял спирт.
- При подготовката обърнете внимание на недопустимостта на грес и бояджийски продукти по краищата.
7. По-добре е да започнете обучението, като направите шевове под формата на валяк върху лист метал с голяма дебелина. Направете първия шев върху метал, който поставете върху хоризонтална повърхност на масата. Начертайте права линия върху метала с тебешир; Процесът на заваряване започва със запалване на дъгата.Има два начина за запалване на заваръчната дъга:
- удряне на метал, както при запалване на кибрит,
- чрез почукване върху метална повърхност.
Можете да опитате да ударите и задържите дъгата, като използвате и двата метода. Препоръчително е да не оставяте следи извън зоната на заваряване при запалване. От контакта на електрод и метал се образува дъга. Заварчикът премества електрода на много кратко разстояние, съответстващо на дължината на дъгата, и започва заваряването.

8. Да започнем да заваряваме.
Ще получим заваръчен шев. Отстраняваме котлен камък (метална люспа върху шева) чрез почукване с малък чук (или друг твърд и тежък предмет).

9. Това е приблизително това, което трябва да получим.

Гледайте видеоклипа:
Контрол на междината на дъгата
Какво е обхват на дъгата или дължина на дъгата? Това е празнината, която се образува по време на процеса на заваряване между електрода и метала. Основите на заваряването гласят, че важното е постоянният контрол и поддържането на същия размер на тази празнина.
Къса дъга

С къса дъга, около 1 мм, металът се нагрява върху малка зона и заваръчният шев става изпъкнал. На кръстовището на метала и шева може да се появи дефект като подрязване. Това е малък жлеб близо до шева и успореден на него. Подрязването намалява якостните характеристики на шева.
Дълга дъга

При дълга дъга е трудно да се осигури нейната стабилност. Дъгата е слабо защитена от атмосферния въздух, загрява метала по-малко и резултатът е шев с недостатъчна дълбочина.
Нормална дъга

Осигуряването на постоянна празнина с нормален размер ще доведе до образуването на нормален шев с добро проникване. Нормалният размер на дъгата е 2-3 mm.
Популярни грешки, допускани от начинаещи при заваряване:
Като се научите да контролирате дължината на дъгата, можете да осигурите оптимални резултати. Дъгата образува заваръчна вана, докато преминава през пролуката, разтапяйки основния метал и електрода. Той също така осигурява прехвърлянето на отложен метал във ваната.
Как правилно да оформите заваръчен шев и какви дефекти има
Как да се науча да готвя машина за заваряванеи избягване на дефекти? Когато електродът се движи бързо по време на процеса на заваряване, се образува дефектен шев. Линията на ваната е разположена по-ниско от повърхността на основния метал. Ако дъгата проникне интензивно и дълбоко в основния метал, тя избутва банята назад и създава шев. Следователно, по време на процеса на заваряване е важно да се гарантира, че шевът е равен на метала. Получаването на необходимата дълбочина на висококачествен шев се осигурява от умението на заварчика. В допълнение към транслационното движение по протежение на заваръчния ръб, той извършва напречни движения, за да осигури проникване и получаване на необходимата ширина на шева. Изборът кои движения да се извършват е личен въпрос на заварчика. За дебелини на метала до 4 mm европейските стандарти не препоръчват извършването на напречни движения.
Ваната следва топлината - това трябва да се помни при промяна на посоката при заваряване. Образуването на подрязване възниква, когато няма достатъчно електроден метал за пълно запълване на басейна при преминаване. За да предотвратите образуването на такъв страничен канал (подрязване), трябва да контролирате външните граници, внимателно да наблюдавате ваната и, ако е необходимо, да я направите по-тънка.
Когато електродът е леко наклонен, цялата сила се насочва назад и шевът се издига (плува). 
Когато електродът се наклони твърде много по време на процеса на заваряване, силата се прилага по посока на шева, което предотвратява нормалното управление на ваната.

Ако е необходимо да се получи плосък шев или да се премести ваната назад, използвайте накланяне на електрода отдолу различни ъгли. Работата започва под ъгъл от 45 ° до 90 °, тъй като този ъгъл ви позволява да наблюдавате банята и заваряването нормално.
По време на работа заварчикът подава електрода в зоната на заваряване с определен наклон. Прави се разлика между заваряване под преден и заден ъгъл. Тази технологична техника ви позволява да регулирате параметрите на шева.
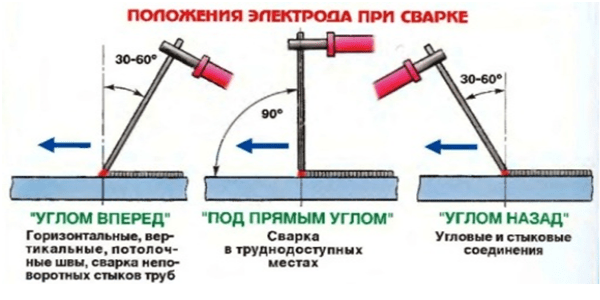
При заваряване под ъгъл напред шевът е по-малък по дълбочина, но по-широк, което е удобно за тънък метал. Заваряването на дебел метал се извършва под ъгъл назад, което осигурява по-голямо нагряване на метала в дълбочина. При извършване на работа е препоръчително да поддържате ъглите, посочени на фигурата. Голямата синя стрелка показва посоката на заваряване - движението на заваръчния шев.
Допълнително видео по темата:
Директен и обратен поляритет при заваряване с инвертор
Процесът на топене на метал по време на заваряване възниква под въздействието на топлината на дъгата, която се образува между електрода и метала в резултат на свързването на метала и електрода към противоположните клеми на заваръчната машина.
Има две възможности за извършване на заваръчни работи, различаващи се по реда на свързване, наречени заваряване с директна и обратна полярност. При директна полярност електродът е свързан към минуса, а металът към плюса, има намалено влагане на топлина в метала. Зоната на топене е тясна, но в същото време дълбока.
Когато полярността е обърната, електродът е свързан към положителния, а металът към отрицателния, което води до намалено влагане на топлина в продукта. Зоната на топене е доста широка, но не дълбока. Можете да наблюдавате ефекта от катодното почистване на заварената повърхност.
Каква полярност трябва да изберете при заваряване? Заваряването се извършва както в директна, така и в обратна полярност. Когато избирате, вземете предвид факта, че мрежовият елемент, свързан към положителния, се нагрява повече. Зоната, оцветена в червено на фигурата, се нагрява най-много по време на заваряване.
При заваряване на тънък метал те се страхуват от прегряване и изгаряне. Към продукта се свързва минус и се готви с обратна полярност. Дебелият метал се заварява с права полярност.
Влияние на скоростта на подаване на електрода
Скоростта на заваряване и подаването на електрода трябва да гарантират, че достатъчно количество разтопен метал навлиза в зоната на заваряване. Липсата на метал води до подрязване.
Когато електродът се движи бързо по шева, мощността на дъгата не е достатъчна, за да загрее метала, шевът е плитък, лежи върху метала, без да се стопят заваряваните ръбове. Когато електродът се движи бавно, се наблюдава прегряване на основата и метала на електрода, възможно е изгаряне на повърхността и деформиране на тънкия метал.
Ефект на тока
Силата на тока се настройва на инвертора според данните, дадени в таблицата. Както можете да видите, данните са спекулативни.

Текущата сила и скоростта на движение имат комплексен ефект върху заваръчния шев. Високият ток увеличава дълбочината на проникване и ви позволява да увеличите скоростта на електрода. При оптимално съвпадение на тока и скоростта, шевът е умерено изпъкнал и красив, осигурявайки необходимата дълбочина на проникване на заварените ръбове.
Процес на заваряване с инвертор на тънки метални листове
 Какво друго трябва да обърнете внимание, преди да извършите процеса на заваряване? За полярността на електроните. Това са основите на заваряването. По време на процеса на заваряване DCима отрицателен и положителен заряд на източника. Говорейки за това как правилно да свържете заваръчен инвертор, първо трябва да решите кой заряд да свържете къде, въз основа на факта, че ако материалът, който трябва да бъде заварен, има положителен заряд, тогава той ще се нагрее повече. Ако към електрода е свързан положителен заряд, той ще се нагрее и ще изгори повече. Обратната полярност е характерна при заваряване с инвертор, тъй като се предполага, че се заваряват тънки метални листове и те лесно се изгарят. Ето защо, ако се интересувате предимно от заваряване на тънък метал с инвертор, трябва да обърнете внимание специално вниманиеза установяване на обратната полярност на инвертора, както и на нормалната сила на тока. Електродите за инверторно заваряване на тънък метал са свързани "плюс" към инверторната дъга и "минус" към металния лист.
Какво друго трябва да обърнете внимание, преди да извършите процеса на заваряване? За полярността на електроните. Това са основите на заваряването. По време на процеса на заваряване DCима отрицателен и положителен заряд на източника. Говорейки за това как правилно да свържете заваръчен инвертор, първо трябва да решите кой заряд да свържете къде, въз основа на факта, че ако материалът, който трябва да бъде заварен, има положителен заряд, тогава той ще се нагрее повече. Ако към електрода е свързан положителен заряд, той ще се нагрее и ще изгори повече. Обратната полярност е характерна при заваряване с инвертор, тъй като се предполага, че се заваряват тънки метални листове и те лесно се изгарят. Ето защо, ако се интересувате предимно от заваряване на тънък метал с инвертор, трябва да обърнете внимание специално вниманиеза установяване на обратната полярност на инвертора, както и на нормалната сила на тока. Електродите за инверторно заваряване на тънък метал са свързани "плюс" към инверторната дъга и "минус" към металния лист.
В частен дом повече стойностТова е именно заваряване на тънки части. Тъй като най-малките грешки могат да доведат до изгаряне на метала. Преди да започнете да работите с тънки части, опитайте се да овладеете основните шевове върху дебел метал.
- Извършете заваряване при минималния препоръчителен ампераж.
- Направете шева под ъгъл напред.
- Не забравяйте да извършите заваряване с обратна полярност.
- Голям проблем при заваряване на тънък метал е деформацията на детайла. За да го намалите, закрепете частите по време на заваряване.
- Когато правите щифтове на дълги продукти, повече от 0,5 м, започнете да поставяте щипките от средата на продукта към краищата.
Най-честата заявка в интернет за тези, които искат да научат как да използват инвертор, е „инверторно заваряване за начинаещи видео“. Предоставяме уникално видео на страниците на нашия уебсайт, където можете да видите всички принципи на работа на инвертор за начинаещи.
И ще си позволим още няколко съвета за изучаване на процеса на заваряване с инвертор:

Още видеоклипове по темата:
Разгледайте видеото как да работите правилно заваръчен инвертори сме сигурни, че процесът на заваряване няма да ви затрудни. Преди да гледате видеоклипа, внимателно прочетете описанието на заваряването, което е написано в нашата статия.
Видео уроци по заваряване с инвертор:
И накрая, как да изберем правилния заваръчен инвертор?
Ние също препоръчваме:
коментари:
Фейсбук (X)
ВКонтакте (0)
Обикновен (37)
- Анатолий
Много добра и полезна статия! Наистина ми беше приятно да го прочета, благодаря ви много подробен анализразлични нюанси в заваряването. Да тренираме!)
- Владимир
Пане Майстер. Тъкмо започвам да го варя, поставям го в препоръчаното напрежение, иначе електродът изгаря и полярността на небцето е нормална, но няма да можете и така или иначе ще бъдете щастливи.
- Дмитрий
Заварчик Киев, заваръчни работи на достъпни цени
Ако имате нужда от помощ, пишете тук в коментарите, ние винаги ще помогнем) - Антон
- Валери Анатолиевич
Много полезно видео за начинаещи, полезна информацияКато цяло полезен сайт! благодаря ви Успех в работата!
- Татяна
Имам нужда от майстор за заваряване на метална корона към рамката на иконата. Метал - месинг.
- Соня
Благодаря, много ми хареса статията и коментарите
- Александър (Форман)
Скъпи приятели, този месец тази статия е видяна 8272 пъти, което е висока цифра. Моля, препоръчайте статията на вашите приятели в социалните мрежи, за да донесете още повече ползи на начинаещите заварчици.
- Александър
моля, кажете ми полярността. + свържете към електрода или към масата. Иначе заваряването спря да заварява метала, след ремонта работи и пак същият проблем беше докладван на майстора. електродът трябва да бъде свързан към - свържете + към земята a в инструкциите напротив е написано + електрод, - маса.
- Дмитрий
Момчета, искам да кажа следното, имам достатъчно практика в заваряването на метал. Днес готвя метал, сякаш правя занаят от пластилин, лесно мога да заваря дупка с диаметър 40-100 мм в тавана с триточков електрод, без кръпка и така нататък, накратко, забавно е . Получих това умение и това се случи преди 18 години, веднага щом започнах да виждам и различавам цвета на метала при нагряване с дъга. Затова смятам за най-важно умение по време на горене на дъга: 1. да различавам шлаката от метала. 2. вижте температурата на нагряване на метала по неговия цвят. Научете тези неща и ще се изненадате колко лесно и просто е всичко.
Ако планирате да го направите сами заваръчни работии решите да направите това с помощта на инверторна машина, трябва предварително да разберете как да работите с инверторна заваръчна машина.
Тогава прочетете тази статия: всичко написано тук ще ви бъде полезно.
Най-важното е да знаете, че всичко ще се получи перфектно, тъй като инверторната заваръчна технология е много лесна за научаване и използване, тук не са необходими особено опит и умения.
Мерки за безопасност
Всяка заваръчна дейност, включително инвертор, е пряко свързана с електрически ток.
Това означава, че без да знаете и спазвате правилата за безопасност относно това как да заварявате със заваръчен инвертор, не трябва да започвате; това дори не се обсъжда.
Тези правила са прости и ясни:
- Необходимо е да проверите кабелите за целостта и работоспособността преди свързване към инвертора. Важно е да запомните: връщащият кабел с щипка отива към отрицателния полюс. Прикрепяме кабела, където има електрически държач, към положителния конектор.
- След визуална проверка настройте копчето за управление на тока на минималната стойност. След това свързваме устройството към мрежата. Слушаме работата на вентилатора, когато се включи: ако шумът е гладък и без пращене, всичко е наред.
- Сега нека вземем предвид значителното тегло на метала, с който ще трябва да работите.
Работно облекло

Заваряване с инвертор.
На първо място, трябва да обмислите действието висока температураи има следните елементи:
- маска на заварчик със специални светлинни филтри;
- защитни ръкавици или гети;
- костюм от защитен плат;
- обувки с гумени подметки;
- ако е необходимо, респиратор, ако заваряването се извършва в затворено помещение без вентилация.
Оборудване
Списък на необходимото оборудване:
- инверторен заваръчен апарат;
- чук;
- електроди, избрани за вида работа, като се вземат предвид естеството и дебелината на метала;
- четка с метален косъм
Да започнем да готвим
Първо инсталираме правилната силаток на инвертора. Помним това при инверторните технологии заваряване променлив ток– основен изглед. Силата на заваръчния ток зависи от състава на електрода и диаметъра на върха му, положението на детайлите по време на заваряване и вида на шева в планираното съединение.
Всички тези зависимости могат да бъдат намерени в изчерпателните инструкции за самото устройство и във вложките в опаковките с електроди. Теоретично заваръчният ток може да бъде избран в зависимост от диаметъра на пръта на електрода: за всеки милиметър диаметър трябва да има около 30 A.
Намираме удобна и стабилна позиция, слагаме маска и започваме работа с отвлечен лакът. По-добре е да увиете предмишницата с кабел. Ако това не бъде направено, ръката ви може да се умори по време на заваряване и кабелът ще започне да виси, което ще се отрази негативно на качеството на заварката.

Посока на движение на електрода за начинаещ заварчик.
За дебютни произведения е по-добре да изберете метални заготовки, които не са най-много малък размер– повече от 20 см, ще бъде по-удобно. Както обикновено правят начинаещите: сложете маска, запалете електрическа дъга и веднага, с един дъх, прекарайте детайла по цялата дължина на шева.
Ако вашият детайл е къс и го заварявате на един дъх, може да развиете ненужния навик да заварявате шева на един дъх. Затова тренирайте дълги части с правилно дишане.
Сега за подреждането на обектите по време на работа. По-добре е да поставите детайлите на работния плот - хоризонтална повърхност. Електродът в държача трябва да е под прав ъгъл спрямо равнината на масата, тогава ъгълът на наклон трябва да бъде приблизително 30 °.
Сега трябва да запалите дъгата, за да се движите по планираната заварка.
Заваряването може да се извърши под ъгъл назад, като в този случай наклонът от 30° върви по посока на шева. Ако ъгълът е напред, електродът се накланя навътре обратна странаот шева. Електродът трябва да се държи приблизително като молив - на височина 2 mm от повърхността на детайла.
Трябва да се помни, че по време на горенето електродът се скъсява, така че разстоянието над повърхността трябва постоянно да се наблюдава.
Сега за дъгата и електродите
Бързото запалване и правилно задържане на дъгата е може би най-важното за успешното заваряване с инвертор. Дъгата не трябва да се прекъсва - това е, за което трябва да внимавате, когато електродът се приближи до равнината на детайла.
Електродът се запалва по два начина: чрез почукване или удар. Ако електродът е нов, лесно се запалва. Ако вече е изгорял, той се покрива с филм от шлака, който предотвратява бързото запалване на консуматива.
В този случай трябва да почукате по-дълго електродите, така че филмът да се счупи. Връзката между заваръчния ток и диаметъра на електрода може лесно да се изчисли с помощта на таблици, които са налични в голям брой в Интернет.

Функционална схема на заваряване с инвертор.
Ако имате усъвършенстван инверторен модел, той е оборудван с допълнителни функции, които перфектно улесняват живота на начинаещи и всички останали.
Тези разширени функции са:
- Функцията Hot Start или HotStart улеснява запалването на електрическата дъга.
- Силата против залепване или дъгата се активира, когато електродът се приближи твърде бързо до металната повърхност. Тази функция увеличава текущото ниво.
- Antistick или AntiStick, напротив, изключва тока, за да предотврати прегряване на заваръчната машина.
По-добре е да се научите от най-простата форма на шев - конец шев, за който електродът трябва да се ръководи равномерно, без никакви колебателни движения.
След като започнете да се чувствате комфортно с технологията на резбата, можете да започнете да заварявате метали с осцилиращи движения в различни конфигурации - има няколко от тях.
В такива случаи трябва да направите първите няколко колебателни движения, за да образувате заваръчна вана. Накланяме електрода под ъгъл от 30°, не повече и не по-малко. След като преминаването приключи, трябва да отбиете шлаковата кора с чук, за да почистите новия шев с помощта на телена четка.
За да може шевът да излезе висококачествен и естетически приятен, в края трябва да направите няколко осцилиращи движения към металната повърхност. По този начин може да се избегне образуването на кратери.
Относно заваръчните шевове
Шевовете, които се образуват чрез инверторно заваряване, са както следва:
- еднопроходен, при който дебелината на металния детайл се допълва с едно преминаване;
- многопроходни, при които едно преминаване на електроди не е достатъчно. Използва се при заваряване на дебели ръбове.
Най-известният и прост начин за проверка на качеството на шева след заваряване е да го почукате с чук. В същото време шлаковият слой отскача - при условие, че шевът е равен и гладък. Също така, качеството на шева зависи от температурен режим: трябва да е правилно.
Ако шевът е прегрят, той може да се счупи; ако отоплението е недостатъчно, ще се случи много неприятно нещо - липса на проникване.
Полярност напред и назад: каква е разликата
Полярността при заваряване на инверторна машина е изключително важно нещо, което трябва да разберете.
Ако заваръчният ток е постоянен, тогава движението на електроните също е постоянно. И в тази ситуация почти няма пръскане на капки и парчета разтопен метал, в резултат на което шевът излиза чист и висококачествен.
В основата си полярността е посоката на електронния поток, която зависи от реда, в който кабелите са свързани към два различни конектора на устройството. Инверторите имат възможност за избор на вида на полярността. Заваръчният ток също може да се регулира.
Обърнете полярността

Видове полярност за заваряване.
Това е отрицателният полюс на металния детайл и положителният полюс на електрода. По този начин токът се движи от минус към плюс, тоест от метала към електрода. При този метод електродът става доста горещ. Методът е добър при заваряване на тънки метали, тъй като рискът от прогаряне е намален.
Права полярност
Тук е обратното: отрицателният полюс е върху електрода, а положителният полюс е върху метала на детайла. Сега токът тече от електрода към заваряваната част, която в този случай се нагрява повече от електрода. Така работят с дебели метални ръбове.
Трябва да се отбележи, че полярността винаги е посочена в инструкциите на опаковките с електроди.
Един от основните „инверторни“ въпроси на дебютантите е какъв е най-оптималния поляритет при заваряване с инвертор? Отговорът зависи от много критерии, но от гледна точка на рязане на метал полярността трябва да е права.
Факт е, че при този тип полярност разтопената зона се оказва дълбока и тясна - точно това, което е необходимо при рязане.
При обратната полярност е точно обратното: зоната на топене е плитка и доста широка.
Гответе, нарежете
Ако работите с тънки листовеметал, трябва да изберете правилния електрод с малък диаметър и количеството на заваръчния ток. Ако например дебелината на ръба на вашия детайл е 0,8 mm, диаметърът на електродите трябва да бъде 1,8 mm. Е, заваръчният ток трябва да достигне 35 A. Трябва да готвите с периодични движения.
Въпросът с какви електроди да се заваряват се решава, като се вземе предвид вида на заваряването и естеството на метала.
С помощта на инвертор можете да режете метали и дори да правите дупки в стените на тръбите. За да направите това компетентно и бързо, трябва да зададете правилните параметри на устройството. Диаметър на електрода от 2,5 mm и ток от 140 A са точно такива индикатори.
Запалваме електрода и го поставяме точно на мястото на планирания отвор. Натиснете за добро загряване. Пренареждаме електрода, натискаме и загряваме отново. И така докато се изреже дупката желаната формаи величина.
Ако режете ламарина, листът трябва да бъде фиксиран вертикално. В този случай капки разтопен метал ще потекат надолу, в противен случай рискувате да получите замръзнали метални висулки в долната част на среза.
Честно казано, цялото рязане на метал със заваръчна машина, дори и с най-модерния инвертор, не е най-доброто най-добрата идеяот техническа гледна точка. Винаги съществува риск от разтопяване на метала на мястото на рязане - металът може просто да се разтопи. Най-добрият начинметалорежещ – мелница.
Избираме, купуваме

Таблица с характеристики за заваряване с инвертор.
Оборудването от Азия обикновено е евтино и с много прилично качество, с изключение, разбира се, на занаятчийски фалшификати.
Европейските инвертори се отличават с качества със задължителното прилагателно “високо” отпред: висока цена, висока надеждност, високо качество. На пазара има малко руски устройства.
Разберете марката на заваръчния кабел и неговата площ на напречното сечение. Правилният изборще ви помогне да избегнете трудности с пренапрежения в мрежата, ако възникнат по време на заваряване.
Второ, разберете наличността сервизни центровеиз страната. Ако живеете в едномилионен град, сервизът за конкретен продукт едва ли ще е проблем за вас. Но ако живеете в отдалечен регион, този въпросще стане един от най-важните за вас.
Честно казано, няма да можете да се справите само с едно устройство. Не забравяйте да си купите заваръчна каска със светлинен филтър. Трябва да се предпазите от пръски разтопен метал и продукти от горенето.
Но основното нещо е защитата от ултравиолетова радиациягореща дъга. Най-примитивният вариант е маска от пластмаса и светлинен филтър, който се избира в зависимост от силата на тока, осветлението и зрението ви.
По-скъп и много по-удобен вариант е маска със светлинен филтър тип хамелеон, който автоматично променя характеристиките си и може да се регулира според околната светлина и състоянието на очите ви.
В интернет има много таблици с данни, които ще ви помогнат да изберете правилните филтри. По-добре е да ги изберете за номер по-голям или по-малък. Най-доброто решение би било да проверите осветлението в работната зона и зрението си.
Добре, съгласни сме, не е нужно да купувате цял костюм от специална материя. Но платнена престилка с ръкавици не е каприз, а вашата защита. По-добре е да изберете ръкавици от цепена кожа. Обърнете внимание на обувките си: имайте предвид, че капки разтопен метал могат да паднат върху краката ви.
Как да се грижим за инвертора?
Всяко оборудване обича грижата и реда, вашият инвертор в никакъв случай не е изключение. Правилата за това как правилно да готвите с инверторно заваряване и как да го съхранявате правилно са прости.

Избор на електрод за заваряване на различни метали.
Преди работа трябва да направите следното:
- извършете визуална проверка на устройството и подгответе мястото, където ще работите;
- монтирайте инвертора в хоризонтално положение с желаната защита от прах, валежи и други замърсители;
- свържете кабела към съединителите в съответствие с вашите планове, обикновено това е плюс към електрода и минус към метала;
- свържете захранване. Най-важният нюанс: Ако използвате удължителен кабел, напречното сечение на заваръчния кабел трябва да бъде поне 2,5 mm².
- запалете дъгата при разделяне като пробен тест;
- уверете се, че корпусът е непокътнат, защото готвенето без него е строго забранено;
- регулирайте текущия режим. Можете да започнете да готвите.
Трябва да съхранявате устройството си в съответствие със следните правила:
- Постоянно проверявайте всички компоненти на устройството. Честотата на проверките зависи от интензивността на използване на уреда и степента на прах в работната зона;
- Почистете устройството от прах с помощта на сгъстен въздух и ниско налягане. Не почиствайте електрическото плато със струя въздух, а използвайте мека четка;
- проверете здравината на захранващите съединители, целостта на щепсела, гнездото и изолационното покритие на електрическите кабели;
- По-добре е инверторът да се съхранява на сухо място, температурата на въздуха трябва да бъде в диапазона от -15°C до +50°C, оптималната влажност на въздуха е около 70 - 80%.
- Не забравяйте да изключите инвертора от мрежата, когато не работи.