Skruvmomentär kraften som appliceras på muttern när den skruvas på bultens gängade stång. Det är mycket viktigt att beräkna det korrekt. Om den är för liten kommer belastningen att göra att muttern skruvas loss. Om åtdragningen är stark kommer hårdvaran och följaktligen hela strukturen att förstöras.
Numera beräknas vridmoment för gängade stål och listas i olika referensböcker. För att göra din sökning enklare finns nedan tabeller med referensmoment och förspänningsvärden för höghållfasta bultar med normala (grova) och fina gängstigningar.
Finns två bultåtdragningsmetoder:
1. Okontrollerbar– denna metod använder utrustning eller operationer där krafterna som appliceras på fästelementet inte kan mätas. Belastningen som verkar på fästet tillhandahålls med hjälp av en hammare och rycka.
2. Kontrollerad åtdragningsmetod– det säkerställs genom användning av kalibrerad och/eller uppmätt utrustning, överensstämmelse med föreskrivna operationer. Denna metod kan utföras på två sätt:
- Åtdragning med ett momentverktyg – belastningen på fästparet uppnås genom kontrollerad användning av verktyget.
- Bultspänning – den erforderliga belastningen på fästelementen uppnås genom att spänna bulten i axiell riktning med specialverktyg.
Den kontrollerade åtdragningsmetoden har ett antal fördelar jämfört med den okontrollerade:
– användningen av verktyg gör att du kan applicera mer betydande krafter utan rädsla för förstörelse av fästelementet.2) Belastningslikformighet– enhetligheten i kraftverkningen är mycket viktig för enheter där tätningspackningar används, eftersom de kräver enhetlig kompression.
3) Arbetssäkerhet– användningen av verktyg minskar risken för skador, eftersom arbetarna måste ha lämplig utbildning innan de arbetar med utrustningen.
4) Ökad produktivitet– tiden det tar att dra åt med ett verktyg är mycket kortare än manuellt, vilket innebär att arbetarnas trötthet minskar och produktiviteten ökar.
5) Att uppnå önskat resultat första gången.
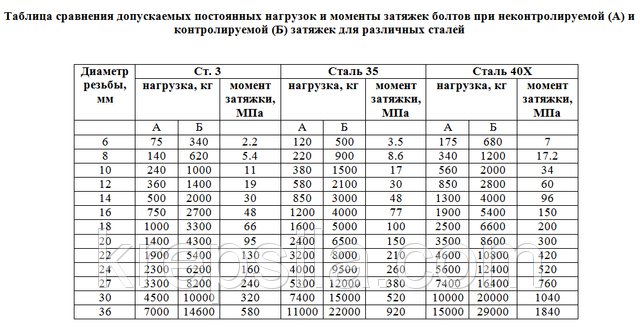
6.1. För att säkerställa den erforderliga anslutningshållfastheten måste höghållfasta bultar ges den spänning som anges för bultar av 40X stål i tabell. 3.
Tabell 3
Bultspänningskrafter
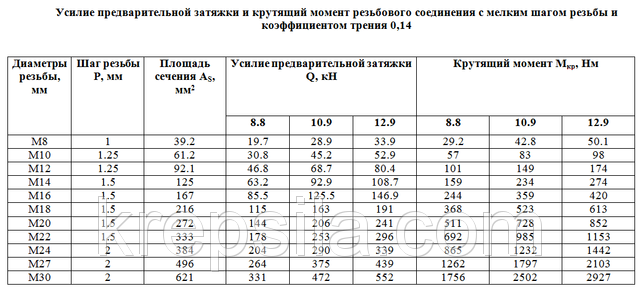
6.2. Spänningen av höghållfasta bultar uppnås genom att applicera deras vridmoment M på muttrarna, bestämt av formeln
där N är bultens spänningskraft, bestämd i enlighet med avsnitt 6.1, tf; d - nominell bultdiameter, mm;
K är vridningskoefficienten, taget lika med 0,17. Vridmomentvärdena beräknade med formeln (1) för de beräknade bultspänningskrafterna ges i tabell. 4.
Tabell 4
Bultspänning och motsvarande vridmomentvärden
6.3. Höghållfasta bultar kan spännas till designkrafterna med hjälp av handhållna momentnycklar, med pneumatiska slagnycklar eller genom att vrida muttern till en viss vinkel enligt särskilda instruktioner.
6.4. Sekvensen för installation och åtdragning av bultar fastställs under utvecklingen av tekniken reparationsarbete. Bultar inom en skarv eller fäste dras åt från mitten av skarven till kanterna.
Efter att den sista bulten har spänts ska de tidigare åtdragna anslutningsbultarna kontrolleras och vid behov dras åt till angivet vridmoment.
Resultaten av bultspänningen registreras i bultinställningsloggen (tabell 5).
6.5. Det rekommenderas att dra åt höghållfasta bultar i två steg: först med pneumatiska skiftnycklar till 0,5-0,8 av designspänningen, sedan med momentnycklar till designspänningen samtidigt som vridmomentvärdet kontrolleras.
Att dra åt bultarna med momentnycklar ska göras smidigt, utan ryck. Vridmomentet registreras när skiftnyckeln rör sig i spänningsriktningen.
6.6. Varje bult som dras åt med angivet vridmoment måste märkas med färg.
6.7. Åtdragning av höghållfasta bultar bör göras med skiftnycklar som har en anordning för att kontrollera vridmoment med en noggrannhet på 5%.
Mängden vridmoment som krävs för att skruva bultmuttern måste mätas med nyckeln i det ögonblick då muttern vrids.
6.8. Nycklarna måste vara numrerade och en kontrollkalibrering måste utföras innan arbetet påbörjas.
Resultaten av nyckelkalibreringen registreras i bultinställningsloggen (tabell 5).
Tabell 5
Logga över inställning av höghållfasta bultar
Portalkran_________________
Inv. Inga._________________________
Kalibreringen av nycklarna registreras i journalen över kolumnerna, och anger datum för kalibrering, nyckelnummer, storleken på det kalibrerade vridmomentet och motsvarande dynamometeravläsning. Uppteckningen är undertecknad av den som utförde kalibreringen.
I början av min arbetsaktivitet Jag fördjupade mig inte i bultmärkena, deras styrka prioriterades av storleken på bultarna och muttrarna, men självklart angav jag i applikationerna bultar med egenskaperna från projektet. Som det visade sig var detta inte korrekt och förutom dimensionerna är det nödvändigt att vara uppmärksam på bultarnas egenskaper.
Teknisk litteratur som denna ”Rekommendationer för övervakning och teknisk drift monteringskopplingar på höghållfasta stålbultar byggnadskonstruktioner byggnader och strukturer från ministeriet för metallurgi i Sovjetunionen" eller "GOST R 52644-2006 Höghållfasta bultar med ett sexkantigt huvud med en ökad nyckelfärdig storlek" Jag läste inte, om jag läste det på institutet, gör jag det inte komma ihåg.
Låt oss ta reda på vad som är så ovanligt med höghållfasta bultar. Denna grupp inkluderar produkter vars motstånd mot tillfälliga belastningar är 800 MPa. Hållfasthetsklassen börjar från 8,8 för bultar och 8 för muttrar.
Vad betyder siffrorna 8,8? Den första siffran multiplicerad med 10 visar värdet på den minsta draghållfastheten i kgf/mm2, den andra siffran också multiplicerad med 10 anger förhållandet mellan sträckgränsen och draghållfastheten i procent.
Till exempel är det första talet 8x10=80 kgf/mm2 värdet på metallens minsta draghållfasthet σ i, avkastningskvot σ t till tillfälligt motstånd σ in i procent motsvarar 8×10 = 80%.
Sträckgränsen beräknas genom att den första siffran i markeringen multipliceras med den andra 8x8 = 64 kgf/mm2.
Våra bultar som förbinder balken har följande beteckning:
- D15.3 bult från Shchelkovo-fabriken.
- 10,9 – bultens minsta draghållfasthet är 10,9 kgf/mm2
- SXL - S betecknar en ökad storlek på sexkantshuvudet för skiftnyckeln, HL - betecknar att dessa bultar kan användas i områden med temperaturer som sjunker från -40 till -65 grader.
Om du inte kunde hitta bultar med de specificerade egenskaperna för projektet, så får du byta ut dem i en större riktning, använd till exempel 10,9 bultar istället för 8,8.
Ett kännetecken för höghållfasta bultförband är att krafterna inte uppfattas genom att klippa bultarna och kollapsa väggen, utan av friktionskrafter mellan de anslutna ytorna. Utifrån detta måste stor uppmärksamhet ägnas fogytorna för att avlägsna rost och smuts.
Otillräcklig bultspänning kommer att leda till "glidning" av elementen och bultarna kommer att arbeta för att klippa, och elementen att kollapsa, vilket kommer att leda till deformation av strukturen och förstörelse av bultarna.
Förbereda höghållfasta bultar, muttrar och brickor
Efter att ha arbetat på monteringsplatser för metallkonstruktioner förberedde ingen höghållfasta bultar före installationen. Bultarna levererades till platsen med fabrikssmörjmedel och togs omedelbart i bruk. Det visar sig att detta inte var korrekt och sättet de förbereddes förvånade mig, inte mycket.
Vad behöver göras med höghållfasta bultar före och efter installationen. Den som arbetar med höghållfasta bultar för första gången, utan att läsa rekommendationerna, kommer aldrig att gissa att de innan användning måste kokas i vatten med hushållet tvättmedel eller rengöringslösning.

Förbereda höghållfasta bultar
Detta görs för att ta bort fabriksolja, glödskal, smuts, visuellt inspektera bultarna för sprickor och köra kasserade bultar och muttrar.
Förbereda höghållfasta bultar, muttrar och brickor
4.1.1. Behandla Förberedelse av hårdvara inkluderar återkonservering, rengöring från smuts och rost, körning av gängorna på kasserade bultar och muttrar och applicering av smörjmedel.
4.1.2. Det finns två sätt att bearbeta hårdvara. Hårdvara placeras i en gitterbehållare (för små volymer - i en hink med stansade hål); Koka upp vatten i en ren tunna, om möjligt, med en tvättlösning eller hushållstvättmedel. Hinken doppas i vatten och kokas i 10-15 minuter. Efter detta, när vattnet har tömts, sänks hårdvaran i 1-2 minuter i en behållare med en blandning av bensin (85%) och mineralolja skriv "autol" (15 %) och tas sedan bort. Bensin avdunstar snabbt från uppvärmd hårdvara och olja blir kvar på ytan i form av en tunn film. Denna metod säkerställer utjämning av vridningskoefficienten till 0,18.
Innan montering i strukturen, smörj den gängade delen med olja. Rekommendationerna rekommenderar att bultarna doppas i en blandning av bensin och olja efter kokning.
En höghållfast bult är installerad med två brickor, en på bultsidan och den andra på muttersidan.
Dra åt höghållfasta bultar

Enligt projektet i Mytishchi flänsanslutningar balkarna dras åt med höghållfasta bultar av 40X utvalt stål med en standarddraghållfasthet på 11 tf/cm2. Förspänningsvärdet för M24-bultar är 24,4 tf.
Hur skapar man en sådan kraft när man drar åt bultar? För detta ändamål används speciella momentnycklar. Dessa tangenter visar spänningskraften. Videon nedan visar hur man drar åt bultarna med en momentnyckel. När den specificerade kraften tas emot "bryts nyckelhandtaget".
Dessutom kontrolleras kvaliteten på åtdragningen av strukturen med en avkännarmätare 0,1 mm tjock i en radie av 40 mm från bultaxeln.
Efter att fogarna accepterats av ingenjörsteknikern grundmålas fogarna längs konturen med FL-03L GF-021 med tillsats av torrt pigment till en konsistens som hindrar primern från att rinna in i fogen, eller så spacklas fogarna.
Hur du fyller i journalen för att sätta upp höghållfasta anslutningar, läs och titta på exempel i denna.
Lämna kommentarer om den här artikeln: höghållfasta bultar.
Höghållfasta bultar De är fästelement med ett motstånd på minst 800 MPa. De är tillverkade i enlighet med GOST R 52644, har olika vikt, diameter och andra parametrar.
1
Hårdvaran vi är intresserade av är gjord av lågkolhaltiga sådana, som inte innehåller mer än 0,4 % kol. I deras produktion används tekniken för kall eller varm rubrik av initiala ämnen. Gängor för höghållfasta bultar (HSB) rullas på automatiska maskiner speciellt konstruerade för detta ändamål. En obligatorisk del av produktionen av de beskrivna fästelementen är deras värmebehandling i elektriska ugnar. Denna operation utförs med syftet att ge VPB hög och ökad styrka. Dessutom skyddar värmebehandling bultarna från åldrande.
Höghållfasta bultar
Hållfasthetsklassen för VPB kan inte vara lägre än 8,8. Denna indikator visas på fästelementets huvud. Bokstäverna HL, U och S kan också förekomma där. Den första beteckningen indikerar att produkterna får användas under låga temperaturer (ned till -60 °C). Hårdvara med bokstaven U är avsedd att användas vid temperaturer som inte är lägre än -40°. Och bokstaven S indikerar ökade parametrar för VPB-huvudet.
Produkterna vi överväger används inom bilproduktion, mekanik, konstruktion och konstruktion järnvägar och broar för att ansluta en mängd olika trä och metallstrukturer. De speciella egenskaperna hos sådana fästelement (motstånd mot extrema temperaturer, motstånd mot påverkan av aggressiva föreningar, styrka) gör dem oumbärliga när man utför ett antal industriella arbeten. VPB används också i hushållsförhållanden. I sådana situationer används de som pålitliga ankare, vilket gör att du kan fixa nästan alla strukturer och föremål i betongväggytor.
2
VPB tillverkas med gängdiametrar M16, M20, M24, M30, M36, M42, M48, hållfasthetsklasser - 8.8, 9.8, 10.9, 12.9. Längden på bultarna varierar mellan 40–300 mm. Produkternas vikt beror på deras längd och diameter. Det fluktuerar inom ganska vida gränser. Vikten på 1000 stycken VPB M16 är 116–514 kg, M20 – 204–804 kg, M24 – 377–1210 kg. Massan av M30–M42 bultar varierar från 633 till 3830 kg. Men vikten är 1000 enheter. M48 motsvarar 2495–5002 kg. Höghållfasta produkter tillverkas med eller utan specialbeläggning. Tjockleken på det extra lagret regleras av GOST. För M16-hårdvara bör den inte vara högre än 25 mikron, för M20 – 30, för M24 – 40, M30–M48 – inte mer än 50 mikron.

Höghållfasta bultar M 20
Den teoretiska vikten på 1000 enheter EPB, som vi angav ovan, beräknas för produkter utan speciell beläggning. Höghållfast hårdvara måste tillverkas med en konstant nivå av gängytkvalitet. Detta är en garanti för erforderlig åtdragning av anslutningar gjorda genom VPB. Kvalitetsnivån bestäms av åtdragningsindikatorn (den så kallade åtdragningskoefficienten eller vridmomentet). Dess värde beror på typen av smörjmedel och ytterligare beläggning av bultarna. Höghållfasta produkter med slumpmässig beläggning bör ha en vridningskoefficient i intervallet 0,11–0,2. Hårdvara med standard smörjmedel och beläggning – 0,14–0,2. Vridningskoefficienten kontrolleras enligt Gosstandart R 52643.
VPB tillverkas oftast av stål 40Х och 40Х Select. Den andra av dessa legeringar på sitt eget sätt kemisk sammansättningär av högsta kvalitet. Det är i huvudsak ett urval av flera partier av 40X. Legeringar märkta med Select har stabila mekaniska egenskaper. De uppnås exakt genom provtagning. Bultar gjorda av stål 40X Select används för att koppla samman strukturer med hög grad av ansvar (manövreras i särskilda villkor har mycket vikt). I andra fall används VPB tillverkad av konventionella 40X-legeringar. Provtagning av 40X Select stål görs direkt på gjuteriet.
Beläggningen av de beskrivna bultarna är av följande typer:
- elektrolytiskt kadmium;
- elektrolytisk zink;
- varm zink.
Om fästelement har någon av dessa beläggningar måste de behandlas med ett smörjmedel.
3
Dessa Sannormer beskriver reglerna för tillverkning av metallkonstruktioner. De täcker alla befintliga anslutningar med höghållfasta bultar:
- Med bärande hårdvara. I dem överförs skjuvkrafter genom krossning, skjuvning och friktion.
- Friktions. I detta fall överförs krafter uteslutande genom friktion.
- Bultsvetsad, bultnit och bultlimmad.
- Flänsad. Sådana anslutningar med höghållfasta bultar används i strukturer där fästelementen endast fungerar i böjning (flexibla flänsar) eller spänning (styva flänsar).
Separat noterar vi att varje friktionskoppling är utformad enligt speciella standarder. De anges i SNiP II-B.3-72. Andra typer av anslutningar utvecklas enligt specifikationerna från en viss tillverkare. De kan vara olika. Alla skruvförband har sin egen beteckning på ritningarna. Den har varit oförändrad sedan 1968, då State Standard 2.315 infördes.

Fastsättning av höghållfasta bultar
Beteckningen på VPB med friktionsanslutning har formen av en vanlig triangel. Ritningarna av metallkonstruktioner monterade med VPB visar metoderna för borrning av hål och deras nominella tvärsnitt, såväl som typen av anslutning. Dessa data finns först. Dessutom kräver SNiP-ritningar att följande egenskaper anges:
- märket av legering som bultarna är gjorda av (40X Select eller andra stål), såväl som GOST för tillverkning av det senare;
- axiell kraft och metod för att spänna VPB;
- friktionskoefficient;
- alternativ för bearbetning av kontaktdelar;
- specifikation av bultar, brickor och muttrar;
- motståndskoefficient (tillfällig) mot brott på fästelement.
SNiP lade fram speciella krav för sändande delar av metallkonstruktioner som är förbundna med bultarna som diskuteras i artikeln. De monteras vanligtvis i enheter som är utformade för detta ändamål (oftast i jiggar), som har monteringsklämmor. Hål för montering av hårdvara borras för att passa designdelen av VPB (det anges på ritningarna). Diametrarna på hålen väljs med hänsyn till strukturens driftsförhållanden. Även i detta fall tas hänsyn till strukturernas skjuvmotståndskoefficient.
För M20-bultar av 40X Select-stål är det tillåtet att borra hål med ett tvärsnitt på 21, 23 och 25 mm, för M24 - 25, 28 och 30 mm. Möjlig avvikelse från de angivna parametrarna är inte mer än +1,5 mm. Kanterna på hålen måste bearbetas för att ta bort grader från dem. I detta fall tas inte avfasningarna bort.
4
Verksamheten består av fem separata steg. De ges nedan:
- Ytorna på delar och element som kommer i kontakt med varandra bearbetas.
- Fästelement förbereds.
- Anslutningarna håller på att monteras.
- VSP:n är åtdragen (spänd).
- Anslutningarna är förseglade.
Bearbetning av kontaktdelar enligt SNiP utförs med mekaniska eller stålborstar, multi-flame acetylen facklor (brandmetod), metall eller kvartssand (pneumatisk metod). Denna operation utförs så noggrant som möjligt, eftersom den ändrar friktionskoefficienten, vilket innebär att anslutningens bärförmåga beror på den. Efter bearbetning måste monteringen av strukturen slutföras på kortast möjliga tid. Efter 72 timmar är det förbjudet att ansluta delar. I sådana fall kräver kontaktytorna på SNiP ombearbetning med den tidigare använda tekniken.

Märkning av höghållfasta bultar
Förberedelse av höghållfasta bultar innebär att de återkonserveras, gänga hårdvara som kasseras och rengöring av produkter från korrosion och smuts. Borttagning av smörjskiktet (det appliceras på alla VSP, dess uppgift är att utjämna fästelementens vridmomentkoefficient) utförs genom att koka dem. För dessa ändamål används vanligt vatten. Efter kokning doppas bultarna i en lösning av autol (15%) och blyfri bensin (85%). Produkter beredda på det beskrivna sättet kan inte lagras i mer än 10 dagar på grund av att bultåtdragningsförhållandet kan öka.
Gängningen av VPB-gängan utförs med en speciell slagnyckel av pneumatisk typ. Efter detta kan du fortsätta direkt till monteringen av anslutningen.
Förfarandet utförs enligt följande schema:
- Besiktning av metallkonstruktioner.
- Rikta in och fixera monteringshålen (specialpluggar används) i de positioner som anges på ritningarna.
- Montering av bultar i fria hål.
- Analys av de (geometriska) parametrarna för den sammansatta strukturen.
- Screed (max täta) paket.
- Dra åt luftfjädern till den kraft som anges i designen.
- Demontering av pluggarna, installera fästelement på deras plats, dra åt de installerade bultarna. Återigen, den produceras vid en given ansträngning.
Alla höghållfasta bultar är monterade i en metallkonstruktion med två brickor (de är också tillverkade för att vara höghållfasta, annars minskar anslutningens bärförmåga). En av dem är avsedd för muttern, den andra för fästelementets huvud. SNiP förbjuder att placera två brickor (eller fler) under en förpackning. Vid montering av höghållfasta bultar måste muttrarna skruvas på gängan för hand (löst). Andra alternativ är inte tillåtna. Om muttern är svår att skruva på bör den bytas ut (alternativt installera en annan VSP).
Pluggarna släpps först efter att bultarna har installerats i alla fria hål och dragits åt med den specificerade kraften. I det här fallet bör du ta bort pluggarna en efter en och omedelbart sätta VPB på deras plats. Den slutliga spänningen av höghållfasta bultar av alla typer (M20, M24) till den kraft som anges i projektet utförs först efter noggrann analys geometriska parametrar metallstrukturer. Läs mer om reglerna för åtdragning av hårdvara nedan.
5
Spännkraften hos ISP:n kan justeras på flera sätt. Vi presenterar dem nedan:
- Beroende på antalet slag av slagnyckeln.
- Baserat på fästelementets axiella spänning.
- Beroende på mutterns rotationsvinkel.
- Vid vridningsögonblicket.
Här måste du veta att, oavsett åtdragningsalternativ för höghållfasta fästelement, är det absolut nödvändigt att använda åtdragningsbultar. På inledande skede Chefen för VPB bör hållas i spänning. Själva processen utförs från den hårdaste delen av anslutningen eller från dess mitt. För att spänna bulten till en viss kraft, använd momentnyckel. Detta verktyg låter dig tydligt bestämma åtdragningsmomentet (förhållandet) för anslutningen.
Proceduren för att dra åt anslutningen med en momentnyckel är som följer:
- förpackningen är åtdragen med fästprodukter;
- alla bultar (inklusive dragbultar) är åtdragna med det specificerade vridmomentet;
- pluggarna slås ut och VSP:er installeras på deras plats.
Efter detta dras de installerade fästelementen åt till fel med en skiftnyckel. M24-bultar spänns ofta med en skiftnyckel, som kalibreras genom att vrida muttern i en viss vinkel. Detta verktyg låter dig få ett vridmoment på minst 1600 Nm. Kalibrering av enheten för M24-bultar utförs innan arbetet påbörjas. Den beskrivna slagnyckeln kan utrustas med utbytbara konhuvuden. De har ökat i vikt. På grund av detta är det möjligt att minska effektförlusterna från vridning. Tung vikt huvuden är inte deras enda egenskap. Dessutom måste de utsättas för värmebehandling. Dessutom är det utfört så att ersättningsanordningarna har en hårdhet på HRC-skalan i intervallet 35–45 enheter.

Spänning av höghållfasta bultar
M24-bultar kan dras åt inte med en skiftnyckel, utan med två samtidigt. Denna teknik gör det möjligt att erhålla det mest exakta vridmomentet. Det används ganska ofta. I det här fallet skapar den första nyckeln (den kallas liten) ett vridmoment på högst 200 Nm. Efter detta, ta det andra verktyget (stort). Och med denna nyckel utför de den sista åtdragningen. Den ger ett vridmoment på 1600 Nm. Spänningen av höghållfasta bultar M20, M16, M30 och så vidare (alla utom M24) utförs i de flesta fall med fokus på axiell kraft. Operationen utförs med en elektrisk eller pneumatisk skiftnyckel. Den måste kalibreras innan metallstrukturen monteras.
Du kan spänna VPB M20 och andra storlekar genom att justera kraften vid åtdragningsögonblicket. Tekniken är ganska komplicerad. För att implementera det måste du beräkna vridmomentet och ständigt mäta det när du drar åt bulten med en momentnyckel. Den sista spännmetoden innebär användning av en elektrisk slagnyckel. Detta verktyg används för M24 och M20 bultar. Tekniken är enkel. Alla monterade fästelement dras åt med den specificerade skiftnyckeln genom att applicera tre slag (enkla) på muttrarna. Efter detta dras bultarna åt på samma sätt. Men nu appliceras så många slag som krävs för att få en given axiell spänning i de höghållfasta fäststängerna. Deras antal är vanligtvis i intervallet 14–18.
6 Funktioner för olika typer av anslutningar på höghållfasta fästelement
Vid utformning av en friktionskoppling anses den vara oflexibel. Och den längsgående kraften (mer exakt, dess fördelning mellan de enskilda elementen i metallstrukturen) anses vara enhetlig. Utifrån dessa fakta beräknas friktionskopplingen. Beräkningen utförs med ansträngning. Dessutom tas med nödvändighet hänsyn till krafterna mellan olika sektioner av det aktuella elementet.
Lastkapacitet en sådan anslutning måste stå för mer än 75 % av kapaciteten hos den del som är fäst vid strukturen. Viktig! Varje elements bärförmåga beräknas separat. Samtidigt utförs beräkningar av dess styrka, uthållighet och stabilitet, som tar hänsyn till vikten och andra parametrar för delen. Bärande höghållfasta bultar används för att montera flera typer av strukturer:
- Permanenta och temporära strukturer, designade för rörliga eller dynamiska laster.
- Permanenta strukturer designade uteslutande för statiska belastningar.
- Tillfälliga strukturer utformade för statiska belastningar.
Bultade limfogar görs när böjmoment och andra skjuvkrafter (vanligtvis förstås dessa som tvärgående och längsgående krafter) måste beaktas. I sådana konstruktioner appliceras en speciell självhäftande film på kontaktprodukterna, som krymps med VPB. Kompositionerna ED-20 och ED-16 används vanligtvis som lim. De inkluderar ett mjukgörare, epoxiharts, härdare och korund som ett speciellt fyllmedel.
Bultnitade anslutningar används när det är nödvändigt att installera höghållfasta fästelement istället för de tidigare använda nitarna. De är inte en separat typ av installation. Höghållfasta bultar bör väljas ansvarsfullt för installation istället för nitar. Det finns speciella tabeller som anger överensstämmelsen mellan nitarnas diametrar och bultförband. Till exempel, istället för nitar med ett tvärsnitt på 21 mm, måste bultar med ett tvärsnitt på 20 mm användas. Men M24-fästen ersätter nitelement med en diameter på 23 mm.
http://www.prokormim.ru/ köp en goding till hunden.