Изглежда, че това са трудни времена за овърклокърите. Производителите, сякаш по споразумение, започнаха да ограничават възможността за овърклок на своите продукти. Не знам дали това е за добро или за лошо. Не съм принципен противник на овърклока, но съм прагматичен по отношение на него. Ако има полза от това, за бога. Но от собствен опит се убедих, че овърклокването само по себе си не дава много. Е, овърклокнах си процесора с 40%, овърклокнах малко видеокартата и... не видях почти никакви разлики в реалната работа, с изключение на температурата на процесора. Беше 38, сега е 52, не знам какво, но не и градуса. Той сви рамене и върна всичко на мястото му. Вярно, имам доста мощен компютър дори без овърклок. Така че овърклокването изглежда носи само морално удовлетворение. Да, и това е спорно. Всъщност каква е заслугата на овърклокъра? Дали защото е получил добре използван процесор или е имал късмет с конкретна видеокарта?
Но винаги е имало, има и ще има хора, за които не е достатъчно да купят нещо добро и просто да го използват. Така че мерките против овърклок от Intel, AMD, ATI и Nvidia могат да помогнат за насочване на енергията на хората, които чувстват сърбящи ръце, в по-обещаваща посока.
реклама
Според мен модирането е много по-полезно както от практическа гледна точка, така и за получаване на морално удовлетворение. Но не проста декорация, а промени и допълнения, които увеличават функционалността и лекотата на използване. Така че, на ръка, можете да предложите, например, многоканален електронен термометър, за бърз и независим от произвола на биописателите контрол на температурата във всички критични точки, вграден 6-8 канален усилвател за пасивни колони (леле, писна ми от хрипове на евтини китайски стоки!), устройства за хардуерно превключване на твърди дискове (полезно за сами да поставите няколко конфликтни на един компютър операционни системии защита на архива от вируси), електронна системаконтрол на водното охлаждане и др.Тук бих искал да отбележа статиите „Всичко, което искахте да направите на ръка, но се страхувахте да попитате ...“ и „Индикатор за зареждане на HDD“. Те могат да се считат за първи признаци на този, според мен, изключително обещаващ подход.
Още повече са онези, които биха могли да повторят готовата разработка. Проблемът е технологията. Изработването на висококачествени печатни платки у дома е доста проблематично, а поръчването им от специализирани фирми е скъпо и отнема много време. И част от шума се губи.
Избор на медии
реклама
Както се оказа, само специален филм за лазерни принтери може да се използва като носител на изображение. Всеки тип хартия не е подходящ. Филмът трябва да е тънък и да има хартиена подложка. Скъпите видове филми имат специален подслой за стабилно фиксиране на изображението и също са неподходящи. IN напоследъкИзползвам фолио EMTEK, защото фолиото на Xerox изчезна от продажбата тук, но Xerox е по-добро. Деформира се по-малко при нагряване. По-добре е да използвате тонер с ниска топимост. Първоначално използвах оригиналната тонер касета Samsung ML-1250. Осигурява много добро плътно изображение. След зареждане на касетата с тонер Xerox 8T, както ме посъветваха в сервиза, изображението се влоши и платките спряха да работят изобщо, което ме накара да направя проучване. Но след като подобрих технологията, постигнах отлични резултатии с този тонер.
Подготовка на детайла
За да се получи добър резултат, подготовката на повърхността на детайла е от решаващо значение. Повърхността трябва да е идеално чиста и гладка. Избърсването със спирт, ацетон или други почистващи препарати не е достатъчно. Процесът на подготовка на повърхността е както следва. Първо почистваме повърхността от груби замърсявания с прах Pemolux. Изплакваме детайла с памучен тампон, без да докосваме повърхността с пръсти. Поставете го в разтвор на железен хлорид за 10-15 секунди. В този случай тънък горен слойзаедно с всички замърсители. Изплакваме детайла под течаща вода с памучен тампон. Изтръскайте водата и изсушете, без да докосвате повърхността с нищо. Ако всичко е направено правилно, резултатът трябва да е тъмно розова матова повърхност, евентуално с леки ивици. Основното е, че не трябва да има лъскави зони. Ако са, повторете процедурата.
Разточване на шаблон
Обикновено се препоръчва да поставите детайла, носача върху него и да го гладите с ютия. При идеални условия това е възможно и ще мине, но в действителност както повърхността на детайла, така и подметката на ютията не са напълно гладки и няма да е възможно да се получи равномерно притискане на горещата среда към повърхността на детайла . Освен това процесът не може да се контролира и трябва да разчитате на късмет. Затова закрепвам ютията с подметката нагоре, поставям върху нея чист лист хартия, за да не повредя случайно подметката и детайла върху нея. Ютията трябва да се нагрее до температура, при която хартията все още не пожълтява, но не по-малко. Поставям филм с отпечатан шаблон отгоре и го навивам със специално устройство, направено от ролка за притискане на касетофон. Разточването трябва да започне от центъра, изстисквайки въздуха от под филма към страните. След като филмът прилепне плътно към повърхността на детайла, увеличаваме силата на валцуване и внимателно преминаваме по цялата дъска. Извадете детайла от ютията и го охладете. Можете да премахнете филма от детайла само след като е напълно охладен. Ако се направи правилно, целият тонер ще се прехвърли върху платката, оставяйки бледи розови следи върху филма. Филмът не може да се използва повторно.
Закачете снимка
Въпреки факта, че дизайнът изглежда почти идеален на външен вид, не можете да гравирате дъската веднага. Тонерният слой става порест. Ако незабавно гравирате платката и след това погледнете получените проводници под микроскоп или силно увеличително стъкло, гравираните точки са ясно видими и ръбовете на проводника се оказват неравномерни. За да избегнете това, покрийте дизайна върху дъската с 10% разтвор на колофон в алкохол и го поставете отново върху ютията. Температурата трябва да бъде настроена на максимум, така че хартията да пожълтее и да пуши. Оставете да престои 10 минути. В този случай тонерът се слива с колофон, образувайки много издръжлив, равномерен, лъскав слой. Оставете дъската да изстине и развийте дизайна с тампон със спирт. Колофонът, слят с тонер, не се разтваря в алкохол и остатъците от неизпарения колофон от празнините могат да бъдат отстранени без особени затруднения. Когато избърсвате, можете да приложите значителна сила. Сплавта от тонер и колофон държи много здраво, дори с шкурка трудно се отстранява. Ако някъде рисунката е повредена, това е нейната съдба. По-добре е да откриете лошо навит проводник на етапа на изтриване, отколкото след ецване. Ако не успеете, измийте рисунката с ацетон и повторете всичко от самото начало. Това се случва рядко.
Офорт на дъска
Извършваме ецване в разтвор на железен хлорид. Разтворът може да се нагрее до температура от 50-60 градуса. Няма особености. След ецване изплакнете дъската с вода и отстранете защитното покритие с ацетон.
Постигнати резултати
По описаната по-горе технология, едностранно печатни платкиразмери до 100х150 мм. Технологията позволява един проводник да бъде насочен между краката на микросхемите в DIP пакети, така че все още не съм срещал необходимостта от двустранни платки. Имам идея за модифициране на технологията за двустранни дъски, но все още не съм я пробвал. Целият цикъл на производство на платката отнема около два часа, без времето, прекарано за окабеляване. Плащането се получава при първия опит в 9 от 10 случая.
P.S. Това е първата ми статия за вас. Ако тази тема ви интересува, ще изпратя още. Имам много материали.
С уважение, С. Веремеенко.
Добър ден, приятели! Днес ще ви кажа как да направите печатна платка у дома. Има няколко начина да го направите с помощта на:
- Маркер за лак или емайл
- Лазерен принтер (технология лазерно желязо (LUT))
- Филм фоторезист
В тази статия ще говоря за „старомодния“ първи метод, тъй като това са самите основи и всеки начинаещ трябва да премине през този етап. Ръчното оформление на печатни платки не означава липсата на опит на инженер по радиоелектроника, въпреки че има много технологии за нанасяне на шаблон върху фолио PCB, които са по-красиви и по-бързи, но има инженери по радиоелектроника от старата школа, които третират производството на печатна платка като изкуство самостоятелно направени не им пука, че има фоторезисти, лазерни принтерии т.н.
Този метод за изработване на печатна платка у дома е полезен и за направата на двустранна платка. С технологията LUT е трудно да се комбинират две страни поради неточно пробиване на дупки, тогава е по-лесно да се оформи печатната платка ръчно или само втората й страна.
Всички горепосочени методи за оформление на печатна платка не са нищо повече от метод за прилагане на шаблон върху фолио PCB. А принципът на изработване на печатна платка у дома се свежда до едно: отстранете излишното фолио и оставете шаблона (пистите).
Какво ни трябва:
- Фолио PCB
- Хартия и химикал (молив)
- Лак, емайл, емайл маркер
- Контейнер за ецване на дъски.
- Тънко свредло (0.7..0.9) мм.
Само няколко думи за лака. Можете да използвате всякакви, за нокти или цветни, за да се виждат по-лесно. Когато бях много малък, преди около 20 години, баща ми очерта пътеките с червения лак за нокти, който използваше майка ми. Можете да използвате бързосъхнещ емайл. Използвам tsaponlak за оформление на печатни платки, продава се в нашия магазин за радиочасти, струва стотинка.
Сега магазините за радиочасти продават емайлирани маркери, много удобно нещо за правене на печатни платки у дома, струва около 200 рубли, издържа дълго време. Дебелина на линията 0,8 мм. Ето пример за моя маркер Edding 780.
И така, за начало правим оформлението на печатната платка върху лист милиметрова хартия или в кутия, като маркираме с точки отворите за клемите на елементите. Винаги първо купувам всички елементи, след което, в зависимост от техния размер и дизайн, правя окабеляването. Вместо да рисувате печатната платка на ръка, можете да я нарисувате в , след което да я отпечатате на произволен принтер, включително мастиленоструен, както направих аз.
Когато оформяте печатната платка, внимавайте коя страна рисувате. С този метод е по-добре да рисувате спрямо страната, на която ще бъдат разположени пистите, и елементите от противоположната страна. Ако рисувате спрямо страната, на която са разположени елементите, ще трябва да рисувате огледално. Може би не сте разбрали нищо, това са глупости, всичко идва с опит. Опитайте, ще разберете!
След това поставяме нашето парче хартия с дъската върху шлайфаната, покрита с фолио печатна платка и използваме нещо остро (например циганска игла), за да поставим маркировки за пробиване на дупки. След това пробиваме дупки с тънка бормашина.
След това вземам цапонлак или емайлов маркер Edding 780 и рисувам пътеките, като ги копирам от лист хартия. Този етап е най-простият и най-вълнуващ.
Има и друга възможност за нанасяне на шаблон върху фолио PCB. Начертава се дизайн върху прозрачна хартия (паус), след което внимателно се изрязва с бръснарско ножче. Нанася се върху текстолит и се обработва с лак. Накратко, като шаблон.
След като лакът изсъхне, пригответе разтвор на железен хлорид за ецване на печатната платка, можете да го закупите във всеки магазин за радио. Как да разреждам разтвора е написано на буркана, обикновено го правя на око.
Това е всичко, спускам дъската в разтвора и разтривам дъската с четка за зъби.
След известно време дъската трябва да се извади от разтвора на железен хлорид и да се измие в топла вода.
По-добре е да калайдисвате пистите с припой, в противен случай медта ще се окисли много добре. След това запояваме частите, това е всичко, печатната платка е готова у дома.
Напоследък радиоелектрониката като хоби в света набира популярност, хората започват да се интересуват със собствените си ръцесъздават електронни устройства. Представяне в Интернет огромно количествосхеми, от прости до сложни, изпълняващи различни задачи, така че всеки да намери нещо, което харесва в света на радиоелектрониката.
Неразделна част от всяко електронно устройство е печатната платка. Това е плоча от диелектричен материал, върху която са нанесени медни проводими пътеки, които свързват електронни компоненти. Всеки от тези, които искат да се научат как да сглобяват електрически вериги в красива гледкатрябва да се научи как да прави същите тези печатни платки.
Има компютърни програми, които ви позволяват да начертаете модел на пътеки на печатни платки в удобен интерфейс, най-популярният от които е. Оформлението на печатната платка се извършва в съответствие с електрическа схемаустройства, няма нищо сложно в това, просто трябва да свържете необходимите части с песни. Освен това, много електрически схеми на електронни устройства в Интернет вече идват с готови чертежи на печатни платки.
Добрата печатна платка е ключът към дългата и щастлива работа на устройството, така че трябва да се опитате да го направите възможно най-внимателно и ефективно. Най-разпространеният метод за правене на отпечатани у дома е така наречената „технология“ или „лазерно гладене“. Той придоби широка популярност, защото не отнема много време, не изисква оскъдни съставки и не е толкова труден за научаване. Накратко LUT може да се опише по следния начин: да кажем, че има шаблон от следи, начертан на компютър. След това този чертеж трябва да се отпечата върху специална термотрансферна хартия, да се прехвърли върху печатна платка, след това излишната мед трябва да се издълбае от дъската, да се пробият дупки на правилните места и релсите да се калайдисат. Нека разгледаме целия процес стъпка по стъпка:
Отпечатване на дизайн на дъска
1) Отпечатване на дизайн върху термотрансферна хартия. Можете да закупите такава хартия например на Aliexpress, където струва само стотинки - 10 рубли на лист А4. Вместо това можете да използвате всяка друга лъскава хартия, например от списания. Въпреки това, качеството на трансфера на тонер от такава хартия може да бъде много по-лошо. Някои хора използват гланцирана фотохартия "Lomond", добър вариант, ако не и за цената - такава фотохартия е много по-скъпа. Препоръчвам да опитате да отпечатате чертежа на различни хартии и след това да сравните коя ще работи най-добре. най-добър резултат.
друг важен моментпри отпечатване на картина - настройки на принтера. Задължително е да деактивирате пестенето на тонер, но плътността трябва да бъде зададена на максимум, защото колкото по-дебел е слоят на тонера, толкова по-добре за нашите цели.

Трябва също така да вземете предвид факта, че чертежът ще бъде прехвърлен върху текстолита в огледален образ, така че трябва предварително да предвидите дали е необходимо да огледате чертежа преди печат. Това е особено критично за платки с микросхеми, защото няма да е възможно да ги инсталирате от другата страна.

Подготовка на печатна платка за прехвърляне на чертеж върху нея
2) Вторият етап е подготовката на текстолита за прехвърляне на чертежа върху него. Най-често текстолитът се продава на парчета с размери 70x100 или 100x150 mm. Трябва да изрежете парче, което отговаря на размерите на дъската, с марж от 3-5 мм в краищата. Най-удобно е да режете печатна платка с ножовка за метал или прободен трион; в краен случай може да се отреже с ножица за метал. След това това парче PCB трябва да се избърше с фина шкурка или твърда гума. По повърхността на медното фолио ще се образуват малки, малки драскотини; това е нормално. Дори ако печатната платка първоначално изглежда идеално гладка, тази стъпка е необходима, в противен случай ще бъде трудно да я калайдисате по-късно. След шлайфане повърхността трябва да се избърше със спирт или разтворител, за да се отмият прах и мазни следи от ръце. След това не можете да докосвате медната повърхност.


Прехвърляне на чертежа върху подготвения текстолит
3) Третият етап е най-критичен. Необходимо е чертежът, отпечатан върху термотрансферна хартия, да се прехвърли върху подготвения текстолит. За да направите това, изрежете хартията, както е показано на снимката, оставяйки малко поле около краищата. Върху плоска дървена дъска поставяме хартията с шаблона нагоре, след това нанасяме текстолит отгоре, мед върху хартията. Огъваме ръбовете на хартията, сякаш прегръща парче печатна платка. След това внимателно обърнете сандвича, така че хартията да е отгоре. Проверяваме дали чертежът не се е изместил никъде спрямо печатната платка и поставяме чисто парче обикновена офис бяла хартия отгоре, така че да покрива целия сандвич.


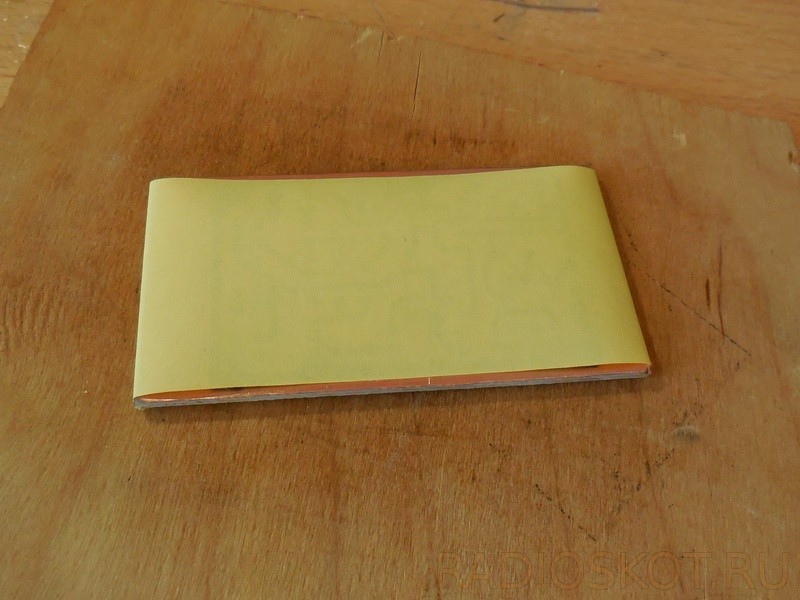



Сега всичко, което остава, е да загреете добре цялото нещо и целият тонер от хартията ще се озове върху печатната платка. Отгоре трябва да приложите нагрята ютия и да загреете сандвича за 30-90 секунди. Времето за нагряване се избира експериментално и до голяма степен зависи от температурата на ютията. Ако тонерът се прехвърля лошо и остава върху хартията, трябва да го задържите по-дълго, но ако, напротив, следите се прехвърлят, но са размазани, това е ясен знак за прегряване. Няма нужда да оказвате натиск върху ютията; собственото й тегло е достатъчно. След загряване трябва да извадите ютията и да изгладите все още горещия детайл с памучен тампон, в случай че на някои места тонерът не се пренесе добре при гладене. След това остава само да изчакате бъдещата платка да се охлади и да премахнете термотрансферната хартия. Може да не се получи от първия път, няма значение, защото опитът идва с времето.
Гравиране на печатни платки
4) Следващият етап е ецване. Всяка област от медно фолио, която не е покрита с тонер, трябва да се отстрани, оставяйки медта под тонера недокосната. Първо трябва да подготвите разтвор за ецване на мед, най-простият, най-достъпен и евтин вариант- разтвор на лимонена киселина, сол и водороден прекис. В пластмасов или стъклен съд трябва да смесите една или две супени лъжици лимонена киселина и чаена лъжичка готварска сол на чаша вода. Пропорциите не играят голяма роля, можете да го излеете на око. Разбъркайте добре и разтворът е готов. Трябва да поставите дъската в него, следи надолу, за да ускорите процеса. Можете също така леко да затоплите разтвора, това допълнително ще увеличи скоростта на процеса. След около половин час цялата излишна мед ще бъде гравирана и ще останат само следите.






Измийте тонера от следите
5) Най-трудната част свърши. На петия етап, когато платката вече е гравирана, трябва да измиете тонера от пистите с разтворител. Най-достъпният вариант е дамският лакочистител, струва една стотинка и почти всяка жена го има. Можете също да използвате обикновени разтворители, като ацетон. Използвам петролен разтворител; въпреки че мирише много, не оставя никакви черни петна по дъската. В краен случай можете да премахнете тонера, като изтъркате добре платката с шкурка.

Пробиване на дупки в дъската
6) Пробиване на отвори. Ще бъдат необходими малка бормашинадиаметър 0,8 - 1 мм. Конвенционалните свредла за високоскоростна стомана бързо се затъпяват върху PCB, така че е най-добре да използвате свредла от волфрамов карбид, въпреки че са по-крехки. Пробивам дъски с мотор от стар сешоар с малък патронник; За съжаление последното твърдосплавно свредло се счупи в най-лошия възможен момент, така че на снимките са пробити само половината дупки. Останалите могат да бъдат пробити по-късно.


Калайдисайте пистите
7) Остава само да калайдисаме медните коловози, т.е. покрийте със слой спойка. Тогава те няма да се окисляват с времето, а самата дъска ще стане красива и блестяща. Първо трябва да нанесете флюс върху пистите и след това бързо да преместите поялник с капка спойка върху тях. Не трябва да нанасяте прекалено дебел слой спойка, в противен случай дупките могат да се затворят и платката ще изглежда небрежна.

На този етап процесът на производство на печатната платка е завършен и сега можете да запоявате части в нея. Материал, предоставен за уебсайта Radioschemes от Михаил Грецки, [имейл защитен]
Обсъдете статията ПРОИЗВОДСТВО НА ПЕЧАТНИ ДЪБКИ С LUT
Тази страница е ръководство за бързо и ефективно производство на висококачествени печатни платки (PCB), особено за професионални производствени оформления на печатни платки. За разлика от повечето други ръководства, акцентът е върху качеството, бързината и минималните разходи за материали.
Използвайки методите, описани на тази страница, можете да направите едностранна и двустранна дъска с доста добро качество, подходяща за повърхностен монтаж със стъпка 40-50 елемента на инч и стъпка на отворите 0,5 mm.
Описаната тук техника е обобщение на опита, събран в продължение на 20 години експерименти в тази област. Ако следвате точно описаната тук методология, ще можете да получавате PP с отлично качество всеки път. Разбира се, можете да експериментирате, но не забравяйте, че невнимателните действия могат да доведат до значително намаляване на качеството.
Тук са представени само фотолитографски методи за формиране на топология на печатни платки - други методи, като трансфер, печат върху мед и др., които не са подходящи за бързо и ефективно използване, не се разглеждат.
Пробиване
Ако използвате FR-4 като основен материал, тогава ще ви трябват свредла, покрити с волфрамов карбид, свредлата, изработени от бързорежещи стомани, се износват много бързо, въпреки че стоманата може да се използва за пробиване на единични отвори с голям диаметър (повече от 2 mm); ), защото свредла с покритие от волфрамов карбид с такъв диаметър са твърде скъпи. Когато пробивате отвори с диаметър по-малък от 1 mm, по-добре е да използвате вертикална машина, в противен случай вашите свредла бързо ще се счупят. Движението отгоре надолу е най-оптимално от гледна точка на натоварването на инструмента. Твърдосплавните свредла се правят с твърда опашка (т.е. свредлото пасва точно на диаметъра на отвора) или с дебела (понякога наричана "турбо") опашка, която има стандартен размер (обикновено 3,5 mm).
При пробиване със свредла с карбидно покритие е важно да закрепите здраво РР, т.к Свредлото може да извади фрагмент от дъската, когато се движи нагоре.

Свредла с малки диаметри обикновено се вкарват или в цангаразлични размери или в патронник с три челюсти - понякога патронник с 3 челюсти е най-добрият вариант. За прецизно фиксиране обаче това закрепване не е подходящо, а малкият размер на свредлото (под 1 мм) бързо прави канали в скобите, осигурявайки добра фиксация. Следователно, за бормашини с диаметър по-малък от 1 mm, е по-добре да използвате патронник. За по-голяма сигурност закупете допълнителен комплект, съдържащ резервни цанги за всеки размер. Някои евтини свредла се правят с пластмасови цанги - изхвърлете ги и купете метални.
За да се получи приемлива точност, е необходимо да се организира правилно работно място, т.е., първо, да се осигури осветяване на дъската при пробиване. За да направите това, можете да използвате 12 V халогенна лампа (или 9 V, за да намалите яркостта) и да я прикрепите към статив, за да можете да изберете позиция (осветете дясната страна). Второ, повдигнете работната повърхност на около 6" над височината на масата, за по-добър визуален контрол на процеса. Би било добра идея да отстраните праха (можете да използвате обикновена прахосмукачка), но това не е необходимо - случайно затварянето на веригата от частица прах е мит. Трябва да се отбележи, че прахът от фибростъкло, генериран по време на пробиване, е много разяждащ и, ако влезе в контакт с кожата, причинява дразнене на кожата удобен за използване на крачния превключвател на бормашината при работа, особено при честа смяна на бормашини.
Типични размери на отворите:
Отвори - 0,8 mm или по-малко
· Интегрална схема, резистори и др. - 0,8 мм.
· Големи диоди (1N4001) - 1.0 mm;
· Контактни блокове, тримери - от 1,2 до 1,5 мм;
Опитайте се да избягвате отвори с диаметър по-малък от 0,8 mm. Винаги дръжте поне две резервни свредла 0,8 mm, тъй като... винаги се развалят точно в момента, в който спешно трябва да направите поръчка. Бормашините от 1 мм и по-големи са много по-надеждни, въпреки че би било хубаво да имате резервни за тях. Когато трябва да направите две еднакви дъски, можете да ги пробиете едновременно, за да спестите време. В този случай е необходимо много внимателно да пробиете дупки в центъра на контактната площадка близо до всеки ъгъл на печатната платка, а за големи платки - дупки, разположени близо до центъра. И така, поставете дъските една върху друга и пробийте 0,8 mm дупки в два противоположни ъгъла, след което използвайте щифтовете като колчета, за да закрепите дъските една към друга.
рязане
Ако произвеждате PP в серия, ще ви трябват гилотинни ножици за рязане (те струват около 150 USD). Обикновените триони се затъпяват бързо, с изключение на триони с карбидно покритие, а прахът от рязане може да причини дразнене на кожата. Използването на трион може случайно да повреди защитното фолио и да унищожи проводниците на готовата платка. Ако искате да използвате гилотинна ножица, бъдете много внимателни, когато режете дъската, не забравяйте, че острието е много остро.

Ако трябва да изрежете дъска по сложен контур, тогава това може да стане или чрез пробиване на много малки дупки и отчупване на печатната платка по протежение на получените перфорации, или използване на прободен трион или малка ножовка, но бъдете готови да сменяте често острието . На практика можете да направите рязане под ъгъл с гилотинна ножица, но бъдете много внимателни.
Чрез метализация
Когато правите двустранна дъска, има проблем с комбинирането на елементите от горната страна на дъската. Някои компоненти (резистор, повърхностни интегрални схеми) са много по-лесни за запояване от други (например кондензатор с щифтове), така че възниква мисълта: направете повърхностно свързване само на "леките" компоненти. А за DIP компонентите ползвай щифтове, като е за предпочитане модел с дебел щифт, а не конектор.

Повдигнете DIP компонента леко над повърхността на платката и запоете няколко щифта от страната на спойката, като направите малка капачка в края. След това трябва да запоите необходимите компоненти към горната страна, като използвате многократно нагряване и когато запоявате, изчакайте, докато спойката запълни пространството около щифта (вижте фигурата). За платки с много плътни компоненти, оформлението трябва да бъде внимателно обмислено, за да се улесни DIP запояването. След като приключите с монтажа на платката, трябва да извършите двустранен качествен контрол на инсталацията.
За проходни отвори се използват бързо монтиращи се свързващи щифтове с диаметър 0,8 mm (виж фигурата).
![]()
Това е най достъпен начин електрическа връзка. Просто трябва точно да вкарате края на устройството в отвора докрай, повторете с другите отвори, ако трябва да направите сквозно покритие, например за свързване на недостъпни елементи или за DIP компоненти (щифтове за връзка), вие. ще се нуждае от системата "Copperset". Тази настройка е много удобна, но скъпа ($350). Той използва "плочи" (вижте снимката), които се състоят от прът спойка с медна втулка, покрита отвън.Втулката е със серифи, изрязани на интервали от 1,6 мм, съответстващи на дебелината на дъската. Лентата се вкарва в отвора с помощта на специален апликатор. След това дупката се пробива със сърцевина, която кара метализираната втулка да се изкриви и също така избутва втулката от отвора. Подложките се запояват от всяка страна на платката, за да се прикрепи втулката към подложките, след което спойката се отстранява заедно с оплетката.

За щастие, тази система може да се използва за поставяне на стандартни отвори от 0,8 mm без закупуване на пълен комплект. Като апликатор можете да използвате всеки автоматичен молив с диаметър 0,8 мм, чийто модел има връх, подобен на показания на фигурата, който работи много по-добре от истинския апликатор, преди монтажа трябва да се направи метализация на отворите , докато повърхността на дъската е напълно плоска. Отворите трябва да бъдат пробити с диаметър 0,85 mm, т.к след метализация диаметрите им намаляват.

Обърнете внимание, че ако вашата програма е начертала подложките със същия размер като размера на свредлото, дупките може да се простират отвъд тях, причинявайки неизправност на платката. В идеалния случай контактната подложка излиза извън отвора с 0,5 mm.
Метализиране на отвори на базата на графит

Вторият вариант за получаване на проводимост през отвори е метализиране с графит, последвано от галванично отлагане на мед. След пробиване повърхността на плочата се покрива с аерозолен разтвор, съдържащ фини частици графит, който след това се притиска в отворите с чистачка (скрепер или шпатула). Можете да използвате аерозол КРАМОЛИН "ГРАФИТ". Този аерозол се използва широко в галванопластика и други процеси на галванопластика, както и в производството на проводими покрития в радиоелектрониката. Ако основата е силно летливо вещество, тогава трябва незабавно да разклатите дъската в посока, перпендикулярна на равнината на дъската, така че излишната паста да се отстрани от дупките, преди основата да се изпари. Излишният графит от повърхността се отстранява с разтворител или механично чрез смилане. Трябва да се отбележи, че размерът на получения отвор може да бъде с 0,2 mm по-малък от първоначалния диаметър. Запушените дупки могат да се почистят с игла или по друг начин. В допълнение към аерозолите могат да се използват колоидни разтвори на графит. След това медта се отлага върху проводимите цилиндрични повърхности на отворите.

Процесът на галванично отлагане е добре установен и широко описан в литературата. Инсталацията за тази операция е контейнер, напълнен с електролитен разтвор (наситен разтвор на Cu 2 SO 4 + 10% разтвор на H 2 SO 4), в който се спускат медни електроди и детайла. Между електродите и детайла се създава потенциална разлика, която трябва да осигури плътност на тока не повече от 3 ампера на квадратен дециметър от повърхността на детайла. Високата плътност на тока прави възможно постигането на високи скорости на отлагане на мед. Така че, за да се нанесе върху детайл с дебелина 1,5 мм, е необходимо да се нанесе до 25 микрона мед при тази плътност, този процес отнема малко повече от половин час. За да се интензифицира процеса, към разтвора на електролита могат да се добавят различни добавки и течността може да се подложи на механично разбъркване, бориране и т.н. Ако медта е неравномерно нанесена върху повърхността, детайлът може да се шлайфа. Процесът на графитна метализация обикновено се използва в субтрактивната технология, т.е. преди нанасяне на фоторезист.
Всяка остатъчна паста преди нанасяне на мед намалява свободния обем на отвора и придава на отвора неправилна форма, което усложнява по-нататъшния монтаж на компонентите. По-надежден метод за отстраняване на остатъчната проводяща паста е прахосмукачката или издухването със свръхналягане.
Оформяне на фотомаска
Трябва да произведете позитивен (т.е. черен = меден) полупрозрачен филм за фотомаска. Никога няма да направите наистина добър PP без качествен фото шаблон, така че тази операция е от голямо значение. Много е важно да получите ясна иизключително непрозраченИзображение на топология на PCB.
Днес и в бъдеще фотомаската ще се генерира с помощта на компютърни програми от семейството или графични пакети, подходящи за тази цел. В тази работа няма да обсъждаме предимствата на софтуера, само ще кажем, че можете да използвате всякакви софтуерни продукти, но е абсолютно необходимо програмата да отпечата дупките, разположени в центъра на контактната площадка, които се използват като маркери по време на последващата сондажна операция. Почти невъзможно е ръчно пробиване на дупки без тези указания. Ако искате да използвате CAD или графични пакети с общо предназначение, тогава в настройките на програмата дефинирайте подложките или като обект, съдържащ черна запълнена област с бял концентричен кръг с по-малък диаметър на повърхността си, или като незапълнен кръг, като предварително задайте голяма дебелина на линията (т.е. черен пръстен).
След като сме определили местоположението на подложките и видовете линии, задаваме препоръчителните минимални размери:
- диаметър на пробиване - (1 mil = 1/1000 инча) 0,8 mm Можете да направите PP с по-малък диаметърпрез дупки, но това ще бъде много по-трудно.
- Подложки за нормални компоненти и DIL LCS: 65 mil кръгли или квадратни подложки с диаметър на отвора 0,8 mm.
- ширина на линията - 12.5 mils, ако имате нужда, можете да получите 10 mils.
- пространството между центровете на пистите с ширина 12,5 mils е 25 mils (евентуално малко по-малко, ако моделът на принтера позволява).

Необходимо е да се грижи за правилното диагонално свързване на релсите при ъглови срезове(решетка - 25 mil, ширина на коловоза - 12,5 mil).
Фотомаската трябва да бъде отпечатана по такъв начин, че когато е експонирана, страната, върху която е нанесено мастилото, е обърната към повърхността на печатната платка, за да се осигури минимално разстояние между изображението и печатната платка. На практика това означава, че горната страна на двустранната печатна платка трябва да бъде отпечатана като огледален образ.
Качеството на една фотомаска силно зависи както от изходното устройство, така и от материала на фотомаската, както и от факторите, които ще обсъдим по-долу.
Материал за фотомаска
Не говорим за използване на фотомаска със средна прозрачност - тъй като за ултравиолетово лъчение ще бъде достатъчна полупрозрачна, това не е важно, т.к. За по-малко прозрачен материал времето на експозиция се увеличава доста. Много по-важни са четливостта на линията, непрозрачността на черните области и скоростта на изсъхване на тонера/мастилото. Възможни алтернативипри печат на фотомаска:
Прозрачен ацетатен филм (OHP)- може да изглежда като най-очевидната алтернатива, но тази замяна може да бъде скъпа. Материалът е склонен да се огъва или изкривява при нагряване от лазерния принтер и тонерът/мастилото може да се напука и лесно да падне. НЕ СЕ ПРЕПОРЪЧВА
Полиестерно фолио за рисуване- добър, но скъп, отлична стабилност на размерите. Грапавата повърхност задържа добре мастило или тонер. При използване на лазерен принтер е необходимо да вземете дебел филм, т.к. При нагряване тънкият филм е податлив на изкривяване. Но дори дебелият филм може да се деформира под въздействието на някои принтери. Не се препоръчва, но е възможно.
Паус.Вземете максималната дебелина, която можете да намерите - поне 90 грама на квадратен метър. метър (ако вземете по-тънък, може да се изкриви), 120 грама на квадратен метър. метър би било още по-добре, но е по-трудно да се намери. Той е евтин и може да се получи в офисите без особени затруднения. Паусът има добра пропускливост на ултравиолетово лъчение и е близо до филма за рисуване по способността си да задържа мастило и дори превъзхожда свойствата си да не се изкривява при нагряване.
Изходно устройство
Писалки плотери- старателно и бавно. Ще трябва да използвате скъпо полиестерно фолио за рисуване (паус не е подходящо, тъй като мастилото се нанася на единични редове) и специални мастила. Писалката ще трябва да се почиства периодично, защото... лесно се запушва. НЕ СЕ ПРЕПОРЪЧВА.
Мастиленоструйни принтери- основният проблем при използване е да се постигне необходимата непрозрачност. Тези принтери са толкова евтини, че със сигурност си струва да опитате, но качеството им на печат не може да се сравни с качеството на лазерните принтери. Можете също да опитате първо да отпечатате на хартия и след това да използвате добра копирна машина, за да прехвърлите изображението върху паус.
Наборщици- за по-добро качество на шаблона за снимки, създайте Postscript или PDF файл и го изпратете на DTP или наборчика. Така направената фотомаска ще има резолюция минимум 2400DPI, абсолютна непрозрачност на черните зони и перфектна острота на изображението. Цената обикновено се дава на страница, без да се включва използваната площ, т.е. Ако можете да дублирате копия на PP или да имате двете страни на PP на една страница, ще спестите пари. На такива устройства можете да направите и голяма дъска, чийто формат не се поддържа от вашия принтер.
Лазерни принтери- осигуряват лесно най-добрата резолюция, достъпни са и са бързи. Използваният принтер трябва да има резолюция поне 600dpi за всички печатни платки, т.к трябва да направим 40 ивици на инч. 300DPI няма да може да раздели инча на 40, за разлика от 600DPI.
Също така е важно да се отбележи, че принтерът прави добри черни разпечатки без петна от тонер. Ако планирате да закупите принтер за производство на печатни платки, първо трябва да тествате този модел на обикновен лист хартия. Дори най-добрите лазерни принтери може да не покриват напълно големи площи, но това не е проблем, стига да се отпечатват фини линии.
При използване на паус или чертожно фолио е необходимо да имате ръководство за зареждане на хартия в принтера и да смените правилно фолиото, за да избегнете засядане на оборудването. Не забравяйте, че когато произвеждате малки печатни платки, за да спестите филм или паус, можете да разрежете листата наполовина или до желания формат (например, изрежете A4, за да получите A5).
Някои лазерни принтери печатат с ниска точност, но тъй като всяка грешка е линейна, тя може да бъде компенсирана чрез мащабиране на данните при печат.
Фоторезист
Най-добре е да използвате фибростъкло FR4, което вече е покрито с филм. В противен случай ще трябва сами да нанесете покритие върху детайла. Нямате нужда от тъмна стая или слабо осветление, просто избягвайте пряка слънчева светлина, минимизирайте излишната светлина и се развивайте директно след излагане на ултравиолетови лъчи.
Рядко се използват течни фоторезисти, които се нанасят със спрей и покриват медта с тънък слой. Не бих препоръчал да ги използвате, освен ако нямате условията да произведете много чиста повърхност или искате PCB с ниска разделителна способност.
Изложба
Платката, покрита с фоторезист, трябва да бъде облъчена ултравиолетова радиациячрез фотомаска с помощта на UV инсталация.
При експониране можете да използвате стандартни флуоресцентни лампи и UV камери. За малък PP - две или четири 8-ватови 12" лампи ще бъдат достатъчни; за големи (A3) е идеално да използвате четири 15" 15-ватови лампи. За да определите разстоянието от стъклото до лампата за експониране, поставете лист паус върху стъклото и регулирайте разстоянието, за да получите желаното ниво на осветеност на повърхността на хартията. Необходимите ултравиолетови лампи се продават или като резервна част за инсталации, използвани в медицината, или като лампи за "черна светлина" за осветление на дискотеки. Те са оцветени в бяло или понякога черно/синьо и светят с лилава светлина, която прави хартията флуоресцентна (тя свети ярко). НЕ ИЗПОЛЗВАЙТЕ UV лампи с къси вълни, подобни на EPROM или бактерицидни лампи, които имат прозрачно стъкло. Те излъчват късовълнова UV радиация, която може да причини увреждане на кожата и очите и не са подходящи за производство на печатни платки.

Инсталацията за облъчване може да бъде оборудвана с таймер, който показва продължителността на облъчване на PP; границата на неговото измерване трябва да бъде от 2 до 10 минути на стъпки от 30 s. Би било добра идея да осигурите на таймера звуков сигнал, показващ края на времето на експозиция. Би било идеално да използвате механичен или електронен микровълнов таймер.
Ще трябва да експериментирате, за да намерите правилното време на експозиция. Опитайте да излагате на всеки 30 секунди, като започнете от 20 секунди и завършите на 10 минути. Покажете софтуера и сравнете получените разрешения. Обърнете внимание, че свръхекспонирането създава по-добро изображение от недостатъчното експониране.
И така, за да експонирате едностранен PP, обърнете фотомаската с отпечатаната страна нагоре върху монтажното стъкло, отстранете защитното фолио и поставете PP с чувствителната страна надолу върху фотомаската. PCB трябва да се притисне към стъклото, за да се получи минимална празнина за по-добра разделителна способност. Това може да се постигне или чрез поставяне на някаква тежест върху повърхността на PP, или чрез закрепване към UV инсталацията на шарнирен капак с гумено уплътнение, което притиска PP към стъклото. При някои инсталации, за по-добър контакт, РР се фиксира чрез създаване на вакуум под капака с помощта на малка вакуумна помпа.
Когато се експонира двустранна платка, страната на фотомаската с тонер (по-груба) се нанася нормално върху страната на запояване на печатната платка и огледално към противоположната страна (където ще бъдат поставени компонентите). Като поставите фотошаблоните с отпечатаната страна един към друг и ги подравните, проверете дали всички области на филма съвпадат. За това е удобно да използвате маса с подсветка, но тя може да бъде заменена с обикновена дневна светлина, ако комбинирате фотомаски на повърхността на прозореца. Ако точността на координатите е била загубена по време на печат, това може да доведе до това, че изображението не е подравнено с дупките; Опитайте се да подравните филмите по средната стойност на грешката, като се уверите, че отворите не излизат извън ръбовете на подложките. След като фотомаските са свързани и правилно подравнени, закрепете ги към повърхността на печатната платка с тиксо на две места от противоположните страни на листа (ако платката е голяма, тогава от 3 страни) на разстояние 10 mm от ръба на чинията. Важно е да оставите разстояние между телчетата и ръба на хартията, защото... това ще предотврати повреда на ръба на изображението. Използвайте сами кламери малък размер, който можете да намерите, така че дебелината на кламера да не е много по-дебела от PP.
Изложете всяка страна на PP на свой ред. След облъчване на печатната платка ще можете да видите топологичното изображение върху фоторезистния филм.
И накрая, може да се отбележи, че краткото излагане на радиация на очите не причинява вреда, но човек може да почувства дискомфорт, особено когато използва мощни лампи. По-добре е да използвате стъкло, а не пластмаса за монтажната рамка, тъй като... той е по-твърд и по-малко податлив на напукване при контакт.
Можете да комбинирате UV лампи и тръби с бяла светлина. Ако имате много поръчки за производство на двустранни платки, тогава би било по-евтино да закупите модул за двустранно експониране, където печатните платки се поставят между два източника на светлина и двете страни на печатната платка са изложени на радиация в същото време.
Проява
Основното нещо, което трябва да кажете за тази операция е НЕ ИЗПОЛЗВАЙТЕ НАТРИЕВ ХИДРОКСИД, когато развивате фоторезист. Това вещество е напълно неподходящо за проявата на РР - в допълнение към каустичността на разтвора, неговите недостатъци включват силна чувствителност към промени в температурата и концентрацията, както и нестабилност. Това вещество е твърде слабо, за да прояви цялото изображение и твърде силно, за да разтвори фоторезиста. Тези. Невъзможно е да получите приемлив резултат с помощта на това решение, особено ако поставите лабораторията си в помещение с чести температурни промени (гараж, навес и др.).
Много по-добър като проявител е разтвор, направен на базата на естер на силициева киселина, който се продава под формата на течен концентрат. Неговата химически състав- Na 2 SiO 3 * 5H 2 O. Това вещество има огромен брой предимства. Най-важното е, че в него е много трудно да се преекспонира PP. Можете да напуснете PP за неопределено време. Това също означава, че той почти не променя свойствата си поради температурни промени - няма риск от разпадане при повишаване на температурата. Този разтвор също има много дълъг срок на годност и концентрацията му остава постоянна поне няколко години.
Липсата на проблема с преекспонирането в разтвора ще ви позволи да увеличите концентрацията му, за да намалите времето за развитие на PP. Препоръчва се смесване на 1 част от концентрата със 180 части вода, т.е. 200 ml вода съдържа малко над 1,7 грама. силикат, но е възможно да се направи по-концентрирана смес, така че изображението да се появи за около 5 s без риск от разрушаване на повърхността по време на преекспониране, ако е невъзможно да закупите натриев силикат, можете да използвате натриев карбонат или калиев карбонат (Na 2); CO 3).
Можете да контролирате процеса на проявяване, като потопите РР в железен хлорид за много кратко време - медта незабавно ще избледнее и може да се различи формата на линиите на изображението. Ако все още има лъскави участъци или празнините между линиите са замъглени, изплакнете дъската и я задръжте в проявителния разтвор за още няколко секунди. Тънък слой резистент може да остане върху повърхността на недостатъчно експониран РР, който не е бил отстранен от разтворителя. За да премахнете останалия филм, внимателно избършете печатната платка с хартиена кърпа, която е достатъчно груба, за да отстраните фоторезиста, без да повредите проводниците.
Можете да използвате или фотолитографска проявителна вана, или вертикален резервоар за проявяване - ваната е удобна, защото ви позволява да контролирате процеса на проявяване, без да отстранявате РР от разтвора. Няма да имате нужда от отопляеми вани или резервоари, ако температурата на разтвора се поддържа най-малко 15 градуса.
Друга рецепта за проявяващ разтвор: Вземете 200 ml "течно стъкло", добавете 800 ml дестилирана вода и разбъркайте. След това добавете 400 g натриев хидроксид към тази смес.
Предпазни мерки: Никога не боравете с твърд натриев хидроксид с ръкавици. Когато натриевият хидроксид се разтваря във вода, се отделя голямо количество топлина, така че трябва да се разтваря на малки порции. Ако разтворът стане твърде горещ, оставете го да се охлади, преди да добавите друга порция прах. Разтворът е много разяждащ и затова е необходимо да се носят предпазни очила при работа с него. Течно стъклоизвестен още като "разтвор на натриев силикат" и "консерватор за яйца". Използва се за почистване на дренажни тръби и се продава във всеки строителен магазин. Този разтвор не може да бъде направен чрез просто разтваряне на твърд натриев силикат. Проявяващият разтвор, описан по-горе, има същата интензивност като концентрата, поради което трябва да се разрежда - 4-8 части вода за 1 част концентрат, в зависимост от използвания резист и температурата.
Офорт
Обикновено железен хлорид се използва като ецващ агент. Това е много вредно вещество, но е лесно за получаване и много по-евтино от повечето аналози. Железният хлорид ще ецва всеки метал, включително неръждаема стомана, така че когато инсталирате оборудване за ецване, използвайте пластмасова или керамична преграда, с пластмасови винтове и винтове, а когато закрепвате всякакви материали с болтове, главите им трябва да имат силиконово гумено уплътнение. Ако имате метални тръби, ги предпазете с пластмаса (когато инсталирате нов дренаж, би било идеално да използвате топлоустойчива пластмаса). Изпаряването на разтвора обикновено не се случва много интензивно, но когато ваните или резервоарът не се използват, е по-добре да ги покриете.
Препоръчва се използването на железен хлорид хексахидрат, който е жълт на цвят и се продава под формата на прах или гранули. За да се получи разтвор, те трябва да се излеят с топла вода и да се разбъркат, докато се разтворят напълно. Производството може значително да се подобри от екологична гледна точка чрез добавяне на чаена лъжичка готварска сол към разтвора. Понякога се открива дехидратиран железен хлорид, който изглежда като кафяво-зелени гранули. Избягвайте употребата на това вещество, ако е възможно.Може да се използва само в краен случай, тъй като... когато се разтвори във вода, отделя голямо количество топлина. Ако все пак решите да направите разтвор за ецване от него, тогава при никакви обстоятелства не напълвайте праха с вода. Гранулите трябва да се добавят много внимателно и постепенно към водата. Ако полученият разтвор на железен хлорид не ецва напълно резиста, опитайте да добавите малко количество солна киселина и го оставете за 1-2 дни.
Всички манипулации с разтвори трябва да се извършват много внимателно. Не трябва да се допуска разпръскване и на двата вида ецващи вещества, т.к смесването им може да причини малка експлозия, което да доведе до изпръскване на течността от контейнера и евентуално попадане в очите ви или върху дрехите ви, което е опасно. Затова носете ръкавици и предпазни очила, докато работите и незабавно измийте всички разливи, които влязат в контакт с кожата ви.
Ако произвеждате PCB на професионална основа, където времето е пари, можете да използвате нагрети резервоари за ецване, за да ускорите процеса. С пресен горещ FeCl, PP ще бъде напълно гравиран за 5 минути при температура на разтвора от 30-50 градуса. В този случай се оказва най-добро качестворъбове и по-равномерна ширина на линиите на изображението. Вместо да използвате загрята вана, можете да поставите съда за ецване в по-голям съд, пълен с гореща вода.
Ако не използвате контейнер с подаден въздух за барботиране на разтвора, тогава ще трябва периодично да местите дъската, за да осигурите равномерно ецване.
Калайдисване
Калайът се нанася върху повърхността на печатната платка, за да се улесни запояването. Операцията по метализация се състои в отлагане на тънък слой калай (не повече от 2 микрона) върху повърхността на медта.
Подготовката на повърхността на PP е много важна стъпка преди началото на метализацията. На първо място, трябва да премахнете останалия фоторезист, за който можете да използвате специални почистващи разтвори. Най-разпространеният разтвор за отстраняване на резистент е трипроцентов разтвор на KOH или NaOH, загрят до 40 - 50 градуса. Платката се потапя в този разтвор и след известно време фоторезистът се отлепва от медната повърхност. След филтриране разтворът може да се използва повторно. Друга рецепта е използването на метанол (метилов алкохол). Почистването се извършва по следния начин: като държите печатната платка (измита и изсушена) хоризонтално, капнете няколко капки метанол върху повърхността, след това, като леко наклоните дъската, опитайте се да се уверите, че капките алкохол се разпръскват по цялата повърхност. Изчакайте около 10 секунди и избършете дъската със салфетка; ако резистът остане, повторете операцията отново. След това изтъркайте повърхността на PCB с телена вата (която дава много по-добър резултат от шкурка или абразивни валяци), докато постигнете лъскава повърхност, избършете с кърпа, за да отстраните всички частици, останали от вата, и незабавно поставете дъската в разтворът за калайдисване. Не докосвайте повърхността на дъската с пръсти след почистване. По време на процеса на запояване калайът може да се намокри от разтопената спойка. По-добре е да запоявате с меки припои с безкиселинни потоци. Трябва да се отбележи, че ако има определен период от време между технологичните операции, тогава плочата трябва да се извади, за да се отстрани образуваният меден оксид: 2-3 s в 5% разтвор на солна киселина, последвано от изплакване с течаща вода . Достатъчно е просто да извършите химическо калайдисване за това, дъската се спуска в воден разтворсъдържащи калаен хлорид. Освобождаването на калай върху повърхността на медно покритие става при потапяне в разтвор на калаена сол, в който потенциалът на медта е по-електроотрицателен от материала на покритието. Промяната на потенциала в желаната посока се улеснява от въвеждането на комплексообразуваща добавка в разтвора на калаена сол - тиокарбамид (тиокарбамид), цианид на алкален метал. Този тип разтвор има следния състав (g/l):
| 1 | 2 | 3 | 4 | 5 | |
| Калаен хлорид SnCl2*2H2O | 5.5 | 5-8 | 4 | 20 | 10 |
| Тиокарбамид CS(NH 2) 2 | 50 | 35-50 | - | - | - |
| Сярна киселина H 2 SO 4 | - | 30-40 | - | - | - |
| KCN | - | - | 50 | - | - |
| Винена киселина C 4 H 6 O 6 | 35 | - | - | - | - |
| NaOH | - | 6 | - | - | - |
| Натриева млечна киселина | - | - | - | 200 | - |
| Алуминиев амониев сулфат (алуминиев амониев стипца) | - | - | - | - | 300 |
| Температура, C o | 60-70 | 50-60 | 18-25 | 18-25 | 18-25 |
Сред горните решения 1 и 2 са най-често срещаните. внимание!Базирано на решение калиев цианидизключително отровен!
Понякога се препоръчва използването на детергент Progress в количество от 1 ml/l като повърхностно активно вещество за 1 разтвор. Добавянето на 2-3 g/l бисмутов нитрат към разтвор 2 води до отлагане на сплав, съдържаща до 1,5% бисмут, което подобрява способността за запояване на покритието и го поддържа в продължение на няколко месеца. За запазване на повърхността се използват аерозолни спрейове на базата на флюсови състави. След изсъхване лакът, нанесен върху повърхността на детайла, образува здрав гладък филм, който предотвратява окисляването. Едно от популярните такива вещества е "SOLDERLAC" от Cramolin. Последващото запояване се извършва директно върху третираната повърхност без допълнително отстраняване на лак. В особено критични случаи на запояване лакът може да се отстрани с алкохолен разтвор.
Разтворите за изкуствено калайдисване се влошават с времето, особено когато са изложени на въздух. Ето защо, ако редовно нямате големи поръчки, опитайте се да приготвите малко количество разтвор наведнъж, достатъчно за калайдисване на необходимото количество РР в затворен контейнер (в идеалния случай използвайте една от бутилките, използвани във фотографията). , който не пропуска въздух). Също така е необходимо да се защити разтворът от замърсяване, което може значително да влоши качеството на веществото. Преди всяка технологична операция детайлът се почиства и подсушава добре. За тази цел трябва да имате специална тава и щипка. Инструментите също трябва да бъдат старателно почистени след употреба.
Най-популярната и проста стопилка за калайдисване е нискотопима сплав - "Роза" (калай - 25%, олово - 25%, бисмут - 50%), чиято точка на топене е 130 C o. С щипки поставете дъската под нивото на течната стопилка за 5-10 s и след като я извадите, проверете дали всички медни повърхности са равномерно покрити. Ако е необходимо, операцията се повтаря. Веднага след изваждане на дъската от стопилката, тя се отстранява или с помощта на гумена чистачка, или чрез рязко разклащане в посока, перпендикулярна на равнината на дъската, като се държи в скобата. Друг начин за премахване на остатъците от сплавта Rose е да се загрее във фурна и да се разклати. Операцията може да се повтори, за да се постигне покритие с еднаква дебелина. За да се предотврати окисляването на горещата стопилка, към разтвора се добавя нитроглицерин, така че нивото му да покрива стопилката с 10 mm. След операцията дъската се измива от глицерин в течаща вода.
внимание!Тези операции включват работа с инсталации и материали, изложени на високи температури, така че за предотвратяване на изгаряния е необходимо да се използват защитни ръкавици, очила и престилки. Операцията по калайдисване с калаено-олово сплав протича по подобен начин, но повече висока температурастопилка ограничава обхвата на приложение този методв условията на занаятчийско производство.
Инсталация, състояща се от три съда: нагрята баня за ецване, кипяща вана и тава за проявяване. Като гарантиран минимум: вана за ецване и контейнер за изплакване на дъски. Фотографските вани могат да се използват за проявяване и калайдисване на дъски.
- Комплект тави за калайдисване с различни размери
- Гилотина за PP или малки гилотинни ножици.
- Пробивна машина, с крачен педал.
Ако не можете да получите вана за миене, можете да използвате ръчна пръскачка за измиване на дъските (например за поливане на цветя).
Е, това е всичко. Желаем ви успешно да овладеете тази техника и да получавате отлични резултати всеки път.
Как да подготвим дъска, произведена в Eagle, за производство
Подготовката за производство се състои от 2 етапа: проверка на технологичните ограничения (DRC) и генериране на Gerber файлове
ДРК
Всеки производител на печатни платки има технологични ограничения за минималната ширина на релсите, празнините между релсите, диаметрите на отворите и т.н. Ако платката не отговаря на тези ограничения, производителят отказва да приеме платката за производство.
Когато създавате PCB файл, технологичните ограничения по подразбиране се задават от файла default.dru в директорията dru. Обикновено тези ограничения не съвпадат с тези на реалните производители, така че трябва да бъдат променени. Възможно е да зададете ограниченията непосредствено преди генерирането на Gerber файловете, но е по-добре да направите това веднага след генерирането на файла на борда. За да зададете ограничения, натиснете бутона DRC
пропуски
Отидете в раздела Clearance, където задавате празнините между проводниците. Виждаме 2 раздела: Различни сигналиИ Същите сигнали. Различни сигнали- определя пропуските между елементите, принадлежащи към различни сигнали. Същите сигнали- определя пропуските между елементите, принадлежащи към един и същи сигнал. Докато се движите между полетата за въвеждане, картината се променя, за да покаже значението на въведената стойност. Размерите могат да бъдат посочени в милиметри (mm) или хилядни от инча (mil, 0,0254 mm).
![]()
Разстояния
Разделът Разстояние определя минимални разстояниямежду медта и ръба на дъската ( Мед/Измерение) и между ръбовете на дупките ( Свредло/дупка)
Минимални размери
В раздела Размери за двустранни дъски има смисъл 2 параметъра: Минимална ширина- минимална ширина на проводника и Минимална тренировка- минимален диаметър на отвора.
Колани
В раздела Restring задавате размерите на лентите около отворите и контактните площадки на водещите компоненти. Ширината на лентата се задава като процент от диаметъра на отвора и можете да зададете ограничение на минималния и максимална ширина. За двустранни дъски параметрите имат смисъл Подплънки/Топ, Подложки/Дъно(подложки на горния и долния слой) и Виас/Външен(виаси).
Маски
В раздела Маски задавате празнините от ръба на подложката до маската за запояване ( Спрете) и спояваща паста ( крем). Хлабините се задават като процент от по-малкия размер на подложката и можете да зададете ограничение за минималната и максималната хлабина. Ако производителят на платката не посочи специални изисквания, можете да оставите стойностите по подразбиране в този раздел.
Параметър Лимитопределя минималния диаметър на отвора, който няма да бъде покрит от маската. Например, ако посочите 0,6 mm, тогава отворите с диаметър 0,6 mm или по-малко ще бъдат покрити от маска.
Изпълнява се сканиране
След като зададете ограниченията, отидете на раздела Файл. Можете да запишете настройките във файл, като щракнете върху бутона Запиши като.... В бъдеще можете бързо да изтеглите настройки за други дъски ( Зареди...).
С едно натискане на бутон Кандидатствайтеустановените технологични ограничения се прилагат за PCB файла. Засяга слоевете tСтоп, bСтоп, tCream, bCream. Отверстията и подложките за щифтове също ще бъдат преоразмерени, за да отговарят на ограниченията, посочени в раздела Повторно нанизване.
Натискане на бутон Проверетестартира процеса на контрол на ограниченията. Ако дъската отговаря на всички ограничения, в реда за състоянието на програмата ще се появи съобщение Без грешки. Ако платката не премине проверката, се появява прозорец DRC Грешки

Прозорецът съдържа списък с DRC грешки, посочващ типа на грешката и слоя. Когато щракнете двукратно върху линия, областта на дъската с грешката ще се покаже в центъра на главния прозорец. Видове грешки:
празнината е твърде малка
диаметърът на отвора е твърде малък
пресичане на коловози с различни сигнали
фолио твърде близо до ръба на дъската
След като коригирате грешките, трябва да стартирате контрола отново и да повторите тази процедура, докато всички грешки бъдат отстранени. Платката вече е готова за извеждане към Gerber файлове.
Генериране на Gerber файлове
От менюто Файлизберете CAM процесор. Ще се появи прозорец CAM процесор.

Наборът от параметри за генериране на файл се нарича задача. Задачата се състои от няколко раздела. Разделът определя изходните параметри на един файл. По подразбиране дистрибуцията на Eagle включва задачата gerb274x.cam, но има 2 недостатъка. Първо, долните слоеве се показват в огледален образ и второ, файлът за пробиване не се извежда (за да генерирате пробиването, ще трябва да изпълните друга задача). Затова нека помислим за създаването на задача от нулата.
Трябва да създадем 7 файла: граници на платката, мед отгоре и отдолу, ситопечат отгоре, маска за запояване отгоре и отдолу и свредло.
Да започнем с границите на дъската. В полето Разделвъведете името на секцията. Проверява се какво има в групата стилинсталиран само поз. Coord, ОптимизиранеИ Пълни подложки. От списъка устройствоизберете GERBER_RS274X. В полето за въвеждане ФайлВъвежда се името на изходния файл. Удобно е да поставите файловете в отделна директория, така че в това поле ще въведем %P/gerber/%N.Edge.grb . Това означава директорията, където се намира изходният файл на борда, поддиректорията гербер, оригинално име на файл на борда (без разширение .brd) с добавено в края .Edge.grb. Моля, обърнете внимание, че поддиректориите не се създават автоматично, така че ще трябва да създадете поддиректория, преди да генерирате файлове герберв директорията на проекта. В полетата Офсетвъведете 0. В списъка със слоеве изберете само слоя Измерение. Това завършва създаването на секцията.
За да създадете нов раздел, щракнете Добавете. В прозореца се появява нов раздел. Задаваме параметрите на секциите, както е описано по-горе, повтаряме процеса за всички секции. Разбира се, всеки раздел трябва да има свой собствен набор от слоеве:
мед отгоре - горна част, подложки, отвори
медно дъно - дъно, подложки, отвори
ситопечат отгоре - tPlace, tDocu, tNames
маска отгоре - tStop
долна маска - bStop
пробиване - Бормашина, Дупки
и името на файла, например:
мед отгоре - %P/gerber/%N.TopCopper.grb
медно дъно - %P/gerber/%N.BottomCopper.grb
копринен печат отгоре - %P/gerber/%N.TopSilk.grb
маска отгоре - %P/gerber/%N.TopMask.grb
долна маска - %P/gerber/%N.BottomMask.grb
пробиване - %P/gerber/%N.Drill.xln
За бормашина, изходното устройство ( устройство) трябва да бъде EXCELLON, не GERBER_RS274X
Трябва да се има предвид, че някои производители на платки приемат само файлове с имена във формат 8.3, тоест не повече от 8 знака в името на файла, не повече от 3 знака в разширението. Това трябва да се има предвид при посочване на имена на файлове.
Получаваме следното:

След това отворете файла на борда ( Файл => Отвори => Дъска). Уверете се, че файлът на борда е запазен! Кликнете Задача за обработка- и получаваме набор от файлове, които могат да бъдат изпратени на производителя на платката. Моля, обърнете внимание - в допълнение към действителните файлове на Gerber ще бъдат генерирани и информационни файлове (с разширения .gpiили .dri) - не е необходимо да ги изпращате.

Можете също така да показвате файлове само от отделни секции, като изберете желания раздел и щракнете Секция за процеси.
Преди да изпратите файловете на производителя на платката, полезно е да прегледате това, което сте произвели, като използвате програма за преглед на Gerber. Например ViewMate за Windows или за Linux. Също така може да бъде полезно да запазите дъската като PDF (в редактора на дъски File->Print->PDF бутон) и да изпратите този файл на производителя заедно с герберите. Тъй като и те са хора, това ще им помогне да не правят грешки.
Технологични операции, които трябва да се извършват при работа с фоторезист SPF-VShch
1. Подготовка на повърхността.
а) почистване с полиран прах (“Маршалит”), размер М-40, измиване с вода
б) ецване с 10% разтвор на сярна киселина (10-20 сек), изплакване с вода
в) сушене при Т=80-90 гр.С.
г) проверка - ако в рамките на 30 секунди. върху повърхността остава непрекъснат филм - субстратът е готов за употреба,
ако не, повторете всичко отначало.
2. Нанасяне на фоторезист.
Фоторезистът се нанася с помощта на ламинатор с Tвал = 80 g.C. (вижте инструкциите за използване на ламинатора).
За тази цел горещият субстрат (след сушилния шкаф) едновременно с филма от SPF ролката се насочва в пролуката между валовете, а полиетиленовото (матово) фолио трябва да се насочва към медната страна на повърхността. След притискане на филма към субстрата започва движението на валовете, докато полиетиленово фолиосе отстранява и слоят фоторезист се навива върху субстрата. Защитният филм от лавсан остава отгоре. След това SPF филмът се изрязва от всички страни до размера на основата и се държи на стайна температура за 30 минути. Допуска се излагане от 30 минути до 2 дни на тъмно при стайна температура.
3. Експозиция.
Експозицията чрез фотомаска се извършва на инсталации SKTSI или I-1 с UV лампи като DRKT-3000 или LUF-30 с вакуум вакуум от 0,7-0,9 kg / cm2. Времето на експозиция (за получаване на картина) се регулира от самата инсталация и се избира експериментално. Шаблонът трябва да се притисне добре към основата! След излагане детайлът се държи 30 минути (допуска се до 2 часа).
4. Проявление.
След експониране рисунката се проявява. За тази цел горният защитен слой, филмът лавсан, се отстранява от повърхността на основата. След това детайлът се потапя в разтвор на калцинирана сода (2%) при T = 35 g.C. След 10 секунди започнете процеса на отстраняване на неекспонираната част от фоторезиста с помощта на тампон от порест каучук. Времето на проявление се избира експериментално.
След това субстратът се отстранява от проявителя, промива се с вода, ецва се (10 сек.) с 10% разтвор на H2SO4 (сярна киселина), отново с вода и се суши в шкаф при Т = 60 градуса С.
Получената шарка не трябва да се отлепва.
5. Получената рисунка.
Полученият модел (слой фоторезист) е устойчив на ецване в:
- железен хлорид
- солна киселина
- меден сулфат
- царска вода (след допълнителен тен)
и други решения
6. Срок на годност на фоторезиста SPF-VShch.
Срокът на годност на SPF-VShch е 12 месеца. Съхранението се извършва на тъмно място при температура от 5 до 25 градуса. В. в изправено положение, увит в черна хартия.